

Бесшовные прецизионные трубы
Когда слышишь ?бесшовные прецизионные трубы?, многие сразу думают о безупречной геометрии и сверхтонких стенках. Но в реальности, на производстве или на объекте, всё упирается в куда более приземлённые вещи. Частая ошибка — гнаться за идеальными цифрами по ГОСТ или ASTM, забывая, как поведёт себя эта труба при реальных нагрузках, сварке или в агрессивной среде. Сам через это проходил, когда лет десять назад закупали партию для гидравлических систем. По документам — всё в норме, а в работе — микротрещины пошли после полугода эксплуатации. Оказалось, проблема была не в химии стали, а в нюансах термообработки после холодной прокатки. Вот с таких моментов и начинается настоящее понимание прецизионности.
Не только размеры: где кроется ?прецизионность?
Если говорить о бесшовных прецизионных трубах, то ключевое — это воспроизводимость характеристик от партии к партии. Можно сделать одну идеальную трубу, а в следующей партии — плюс-минус полмиллиметра по овальности, и это уже брак для высокоточных приводов. У нас был случай с поставкой для АО Шаньдун Молун Нефтяное Машиностроение — им нужны были трубы для узлов бурового оборудования. Техзадание было жёстким: не только по механическим свойствам, но и по внутренней чистоте поверхности. Дело в том, что в гидросистемах даже микроскопические неровности ведут к ускоренному износу уплотнений.
Тут многие производители спотыкаются на контроле на всём протяжении процесса. Недостаточно проверить готовую продукцию — нужно отслеживать и заготовку, и режимы прокатки, и охлаждения. Особенно критична фаза волочения. Если тянуть ?как получится?, внутренние напряжения могут потом аукнуться при механической обработке — трубу просто поведёт. Приходилось видеть, как вроде бы качественная труба после фрезеровки пазов теряла прямолинейность. Это как раз из-за остаточных напряжений.
Ещё один момент — покрытия и обработка поверхности. Для той же энергетики, где работает АО Шаньдун Молун Нефтяное Машиностроение, часто нужна не просто чистая сталь, а фосфатирование или меднение для улучшения адгезии смазки или пайки. И вот здесь прецизионность касается и толщины этого слоя — неравномерность тоже сводит на нет все преимущества бесшовной конструкции. Приходилось работать с партией, где покрытие легло пятнами, и в итоге пришлось отправлять всё на переделку. Убытки, конечно, но урок усвоен: нужно оговаривать не только параметры трубы, но и состояние поверхности под дальнейшие операции.
Материал: выбор стали — это не про цены
Часто заказчики, особенно в целях экономии, просят сделать из стали попроще, например, из 20 вместо 30ХГСА. Но для бесшовных прецизионных труб, которые пойдут на ответственные узлы, это почти всегда плохая идея. Механические свойства, ударная вязкость, поведение при циклических нагрузках — всё это закладывается в марке стали. В энергетическом оборудовании, которое производит и обслуживает АО Шаньдун Молун Нефтяное Машиностроение, ресурс и безопасность напрямую зависят от этого выбора.
Был у меня опыт с трубами для теплообменников. Заказчик настоял на более дешёвой нержавейке, не аутентичной AISI 321, а аналоге. Вроде бы химический состав близок, но по стойкости к межкристаллитной коррозии — недотягивал. Через два года эксплуатации в среде с перепадами температур пошли течи. Разбирательство показало, что проблема именно в материале. После этого всегда настаиваю на полном соответствии не только основным элементам, но и по микропримесям — сера, фосфор, их содержание критично.
Или другой аспект — свариваемость. Для монтажа на объекте трубы часто приходится подваривать. И если материал подобран без учёта этого, могут пойти трещины в зоне термического влияния. Особенно это чувствительно для тонкостенных прецизионных труб. Поэтому в техзадании теперь всегда отдельным пунктом идёт ?пригодность к сварке без дополнительной термообработки? или, наоборот, с указанием необходимого режима. Это экономит массу времени и нервов на стройплощадке.
Контроль и испытания: во что стоит вкладываться
Можно сделать отличную трубу, но если контроль поставлен спустя рукава, в партию обязательно затешется брак. Самый надёжный, но и дорогой метод — это, конечно, ультразвуковой контроль по всей длине. Он выявляет внутренние расслоения, неметаллические включения. Для энергетического сектора, где стандарты АО Шаньдун Молун Нефтяное Машиностроение довольно высоки, это часто обязательное требование. Но есть и более простые, но эффективные методы.
Например, гидроиспытания. Казалось бы, банально — закачал воду под давлением и смотришь. Но давление и время выдержки — это искусство. Слишком мало — не выявишь скрытый дефект, слишком большое — можешь повредить хорошую трубу. По своему опыту скажу, что оптимально — это 1.5-2 раза от рабочего давления с выдержкой не менее 10 секунд. И обязательно визуальный контроль после испытаний на предмет ?потения?.
Не стоит сбрасывать со счетов и простой, но кропотливый контроль геометрии. Штангенциркуль и микрометр — наши лучшие друзья. Особенно важно проверять толщину стенки в нескольких точках по окружности и по длине. Для длинных труб (6-12 метров) ещё и прогиб (стрела провеса) может быть критичен, если речь идёт о точных кинематических системах. Однажды почти отгрузили партию, но вовремя заметили, что у нескольких труб была лёгкая ?винтовость? — не прямолинейность, а именно закрученность по оси. Для валов это был бы приговор. Спасла случайная проверка на поверочной плите.
Логистика и хранение: неочевидные риски
Казалось бы, трубы сделали, проверили — можно грузить и отправлять. Но здесь подстерегает масса подводных камней. Упаковка — первое дело. Если бесшовные прецизионные трубы просто бросить в контейнер или связать в пачки без прокладок, при транспортировке неизбежны механические повреждения, вмятины, царапины. Для трубы с высокой чистотой поверхности царапина — это концентратор напряжения и потенциальное место начала коррозии. Мы перешли на индивидуальную упаковку в гофрокартон с торцевыми заглушками для ответственных заказов, особенно для партнёров вроде АО Шаньдун Молун Нефтяное Машиностроение, где каждая позиция в спецификации критична.
Хранение на складе — отдельная история. Нельзя просто сложить их под открытым небом или в сыром ангаре. Конденсат — злейший враг. Даже нержавейка может покрыться пятнами, не говоря уже о трубах из углеродистой стали. Идеально — сухое, отапливаемое помещение. Если такой возможности нет, то нужно хотя бы обеспечить проветривание и укрытие от прямых осадков. Видел, как отличная партия труб из-за хранения в сырости покрылась равномерным слоем ржавчины. Её, конечно, можно было очистить, но для прецизионных применений это уже был некондиционный товар — размеры после очистки могли уйти за допуск.
Маркировка — ещё одна мелочь, которая важна. Она должна быть стойкой, но не повреждающей материал. Краска иногда содержит хлор или серу, что может спровоцировать точечную коррозию. Лучше использовать лазерную маркировку или бирки из нейтрального материала, прикреплённые к заглушкам. Потерять или перепутать маркировку для трубы с конкретными сертификатами — значит задержать всю сборку на объекте.
Взаимодействие с заказчиком: техзадание как закон
Самая большая головная боль — неясное или противоречивое техническое задание. Когда заказчик сам до конца не определился, для чего именно нужны бесшовные прецизионные трубы, начинаются проблемы. Он может требовать жёстких допусков по одному параметру, совершенно не нужных для его задачи, и упустить другой, ключевой. Например, требовать супергладкую внутреннюю поверхность (Ra 0.4), когда для его гидросистемы достаточно Ra 1.6, но при этом не указать необходимость повышенной ударной вязкости при низких температурах.
Здесь помогает диалог. Как с инженерами АО Шаньдун Молун Нефтяное Машиностроение — мы всегда стараемся детально обсудить условия эксплуатации: давление, температуру, среду, тип нагрузки (статическая, динамическая, вибрационная), необходимость дальнейшей обработки. Часто после такого разговора техзадание кардинально меняется, становясь более адекватным и, что важно, экономически оптимальным. Не нужно платить за сверхвысокую точность там, где она не нужна.
И последнее — реалистичные сроки. Изготовление по-настоящему качественных бесшовных прецизионных труб — это не процесс на конвейере. Это время на подбор заготовки, настройку стана, сам процесс, многоступенчатый контроль, испытания. Попытки ускорить любой из этапов почти всегда ведут к компромиссу в качестве. Лучше честно обозначить сроки, чем сорвать их и поставить под удар проект заказчика. Доверие, особенно в таких отраслях, как энергетическое машиностроение, дороже сиюминутной выгоды.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
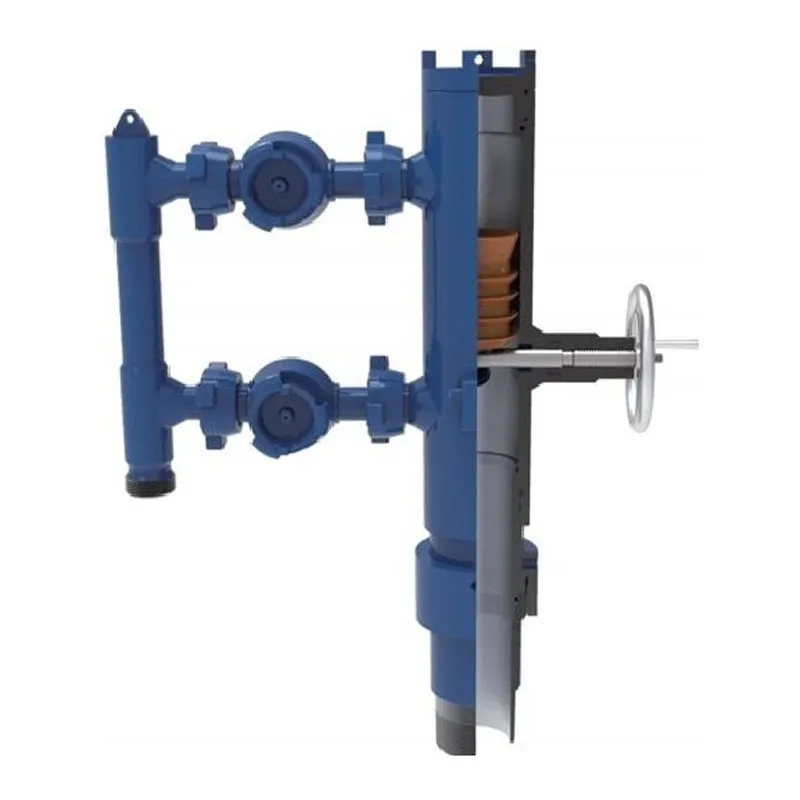 Цементировочная головка
Цементировочная головка -
 Устойчивые к CO2 и к H2S+CO2 коррозии насосно-компрессорные и обсадные трубы-HP 13Cr
Устойчивые к CO2 и к H2S+CO2 коррозии насосно-компрессорные и обсадные трубы-HP 13Cr -
 Циркуляционная головка
Циркуляционная головка -
 Обсадные трубы для глубоких скважин-ML150ТТ
Обсадные трубы для глубоких скважин-ML150ТТ -
 Трубные детали
Трубные детали -
 Специальная резьба серии ML-FR
Специальная резьба серии ML-FR -
 Насосно-компрессорные и обсадные трубы для низкотемпературных условий-ML125LT
Насосно-компрессорные и обсадные трубы для низкотемпературных условий-ML125LT -
 Трубы для газовых баллонов
Трубы для газовых баллонов -
 Трубы бесшовные для автомобильной промышленности
Трубы бесшовные для автомобильной промышленности -
 Трубы магистральные API
Трубы магистральные API -
 Обсадные и насосно-компрессорные трубы API
Обсадные и насосно-компрессорные трубы API -
 Специальная резьба серии ML-HTC
Специальная резьба серии ML-HTC
Связанный поиск
Связанный поиск- Полиэтиленовые трубы
- Устьевое оборудование
- 316 бесшовные трубы
- Строительные трубы
- Насосные штанги высокой прочности с антикоррозионным покрытием
- X70 Трубы для магистральных трубопроводов
- Фонтанная арматура
- Бесшовные стальные трубы для геологического бурения
- Резиновые пробки бурильных труб
- P91 Бесшовная труба



