

Бесшовные трубы
Когда говорят про бесшовные трубы, многие сразу думают про ГОСТы и марки стали. Но на практике, самое сложное — это не выбрать стандарт, а понять, как поведет себя конкретная партия в реальных условиях, например, на морозе в Западной Сибири или под постоянной вибрацией на насосной станции. Частая ошибка — гнаться за идеальными геометрическими показателями по всей длине, забывая, что для многих применений куда критичнее однородность структуры металла. Сам сталкивался, когда трубы, идеальные по сертификату, на резке давали разную стружку — значит, где-то в процессе термообработки был перепад. Вот об этих нюансах, которые в каталогах не пишут, и хочется порассуждать.
От слитка до трубы: где теряется контроль
Всё начинается, конечно, с заготовки. Центробежнолитая или кованая — это основа. Работали мы как-то с материалом для обсадных колонн, требования высокие. Поставили партию от, казалось бы, проверенного завода. Химия в норме, ультразвук чистый. Но при подготовке к нарезке резьбы начались микротрещины. Стали разбираться — проблема в неметаллических включениях, которые не поймал УЗК из-за их размера и расположения. Вывод простой: сертификат — это не гарантия, а лишь отправная точка. Нужно своё, выборочное, а лучше сплошное обследование на другом оборудовании. Особенно это касается ответственных узлов, где идут бесшовные трубы для высокого давления.
Здесь, к слову, важен и сам процесс прокатки. Горячедеформированные трубы — это классика. Но многие забывают про влияние скорости охлаждения после прошивки. Если где-то в линии охлаждения есть неоднородность, возникает внутреннее напряжение. Оно может годами ?сидеть? и проявиться только при монтаже, когда трубу начинают гнуть или сваривать. Видел случай на строительстве теплотрассы — труба лопнула не под давлением, а при затяжке фланцевого соединения. Вскрытие показало остаточные напряжения плюс неидеальная структура феррита. Завод-изготовитель, естественно, ответственность снял, сославшись на неправильный монтаж.
Поэтому сейчас при заказе мы всегда запрашиваем не только итоговый протокол испытаний, но и данные по режимам термообработки конкретной плавки. Не все производители идут навстречу, но серьёзные игроки, которые дорожат репутацией, предоставляют. К таким, например, относится АО Шаньдун Молун Нефтяное Машиностроение. В их открытом доступе на сайте molong.ru много технических бюллетеней, где честно разбирают влияние разных этапов производства на конечные свойства. Это полезно, чтобы говорить с поставщиками на одном языке и задавать правильные вопросы.
Геометрия: не только диаметр и толщина стенки
Казалось бы, что тут сложного? Заказал 219-ю трубу со стенкой 12 мм. Но овальность и разнотолщинность — это бич, особенно для длинных труб, которые потом идут на валки или другие механически нагруженные конструкции. Стандарты допускают определённые отклонения, но они, порой, слишком широки для реальной работы. Помню проект по модернизации гидросистемы, где нужны были трубы для цилиндров высокого давления. По чертежу — полная идентичность. На практике — при запрессовке поршня в одну трубу он входил туго, в другую — с зазором. Всё упиралось в микроскопическую конусность внутреннего диаметра, которую обычным штангенциркулем не измеришь.
Отсюда идёт важность контроля не в трёх точках по длине, как часто делают, а по всей длине с определённым шагом. Особенно это критично для бесшовных труб большого диаметра, где прокатка — это искусство. Автоматизированные лазерные измерительные комплексы сейчас решают эту проблему, но они есть не на каждом производстве. Часто приходится организовывать выборочный контроль на стороне, а это время и деньги.
Ещё один момент — состояние внутренней поверхности. Для трубопроводов, где идёт вязкая среда (некоторые виды нефти, суспензии), шероховатость играет ключевую роль. Гладкая холоднокатаная труба может быть лучше горячекатаной, но её предел прочности может быть ниже. Выбор всегда компромиссный. В описании своей продукции на molong.ru компания Молун акцентирует внимание именно на контроле геометрии и внутренней поверхности для труб нефтяного сортамента, что косвенно подтверждает важность этих, казалось бы, ?второстепенных? параметров.
Про резьбу и её подготовку
Это отдельная боль. Нарезать качественную резьбу на бесшовной трубе — задача нетривиальная. Из-за остаточных напряжений после нарезки может ?повести? торец. Поэтому правильная подготовка — отжиг концов, точная центровка — это обязательно. Был у нас негативный опыт с быстроизнашивающимся инструментом. Думали, проблема в материале резца. Оказалось — в неравномерной твёрдости по сечению трубы. Где-то структура была более мелкозернистой, где-то — крупнее. Пришлось менять технологию реза, делать предварительный проход со снятием меньшей толщины. Мелочь, а остановила цеховую линию на два дня.
Коррозия: тихий враг
Состав стали — это полдела. Даже легированные марки могут вести себя непредсказуемо. Работали с трубами для закачки воды в пласт. Среда — неагрессивная, солесодержание среднее. Поставили трубы из стандартной коррозионностойкой стали. Через полгода — точечные очаги коррозии. Анализ показал, что виноваты микровключения сульфидов, которые стали анодами. Проблема была именно в раскислении стали на этапе выплавки. С тех пор для таких задач мы всегда дополнительно оговариваем чистоту по сере и фосфору на уровне выше стандартного, и обязательно — методы контроля этой чистоты (например, металлографический анализ проб).
Здесь опять же стоит отметить, что серьёзные производители, которые поставляют трубы для энергетики, как АО Шаньдун Молун Нефтяное Машиностроение, обычно имеют в своём арсенале не только стандартные испытания на коррозию, но и могут моделировать конкретные условия заказчика. В их сфере — оборудование для энергетики — это необходимость, так как отказ может стоить огромных денег. На сайте компании видно, что они позиционируют себя не просто как продавцы металлопроката, а как поставщики комплексных решений, а это подразумевает глубокое понимание именно таких прикладных проблем.
Отдельно про изоляцию. Часто её рассматривают как нечто отдельное от трубы. Но качество изоляции напрямую зависит от подготовки поверхности трубы — от той же овальности, наличия окалины, влажности. Нанесение эпоксидного покрытия на неидеально очищенную поверхность — гарантия отслоения и катодного отслаивания в будущем. Это та область, где производитель трубы и подрядчик по изоляции должны работать в одной связке, а не перекидываться претензиями потом.
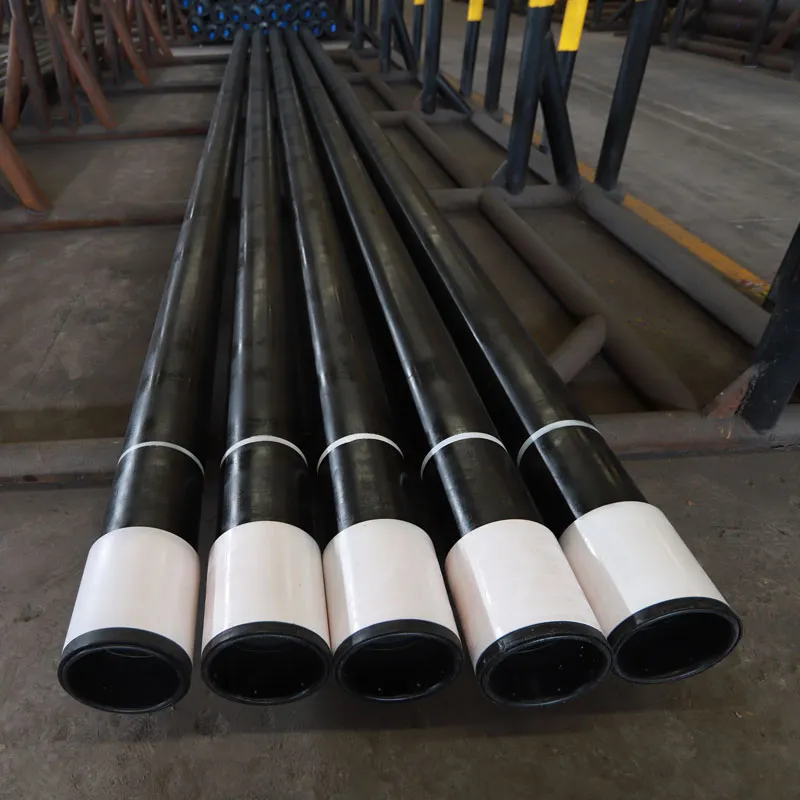
Логистика и хранение — финальные риски
Всё может быть идеально на производстве, но испортиться при доставке. Погрузка-разгрузка цепями, неправильная укладка в штабель, приводящая к прогибу — всё это создаёт те самые механические повреждения и напряжения, которых так старались избежать. Видел, как трубы большого диаметра, предназначенные для высокого давления, хранились просто на грунте, без прокладок. Естественно, в нижних рядах появились вмятины и риски, которые пришлось потом вырезать, сокращая полезную длину.
Для бесшовных труб с толстой стенкой это менее критично, но для тонкостенных — смертельно. Поэтому в технических требованиях сейчас всё чаще прописывают не только параметры самой трубы, но и условия её упаковки, маркировки и транспортировки. Это не бюрократия, а необходимая защита инвестиций. Крупные компании, такие как Молун, обычно имеют отработанные логистические схемы и жёсткие стандарты упаковки для своей продукции, что видно по тому, как они презентуют свои услуги на molong.ru в разделе о сервисе.
И последнее — идентификация. Краска, которой наносят маркировку, может стереться. Важно, чтобы маркировка была выбита или нанесена стойким способом на каждую трубу или, как минимум, на каждый пакет. Потерять сертификат соответствия на всю партию — это головная боль при сдаче объекта. Приходилось восстанавливать документацию через завод, что занимало недели.
Вместо заключения: мысль вслух
Так что, говоря о бесшовных трубах, я бы советовал смотреть не на цену за тонну в первую очередь, а на прозрачность технологической цепочки у поставщика. Готов ли он делиться данными по плавкам? Как организован его выходной контроль? Есть ли у него опыт под конкретную, вашу задачу, а не просто продажи ?трубы по ГОСТу??
Опыт, в том числе и неудачный, подсказывает, что надёжнее работать с теми, кто сам глубоко погружён в отрасль применения. Как тот же АО Шаньдун Молун Нефтяное Машиностроение, который, судя по всему, делает ставку не на объём, а на качество и соответствие жёстким отраслевым стандартам энергетики и нефтегаза. Их подход, когда производитель понимает, куда и зачем пойдёт его труба, и может дать рекомендации по её монтажу и эксплуатации — это как раз то, что отличает просто металл от надежного компонента системы. В конечном счёте, именно это понимание и экономит деньги и нервы на протяжении всего жизненного цикла объекта.
Выбор, конечно, всегда за инженером-технологом или снабженцем. Но чем больше этих практических, иногда досадных мелочей будет у него в голове при составлении ТЗ, тем меньше неожиданностей ждёт на участке. Проверено не раз.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Специальная резьба серии MLT-1 для насосно-компрессорных труб
Специальная резьба серии MLT-1 для насосно-компрессорных труб -
 Задвижки
Задвижки -
 Трубы сверхвысокоточные
Трубы сверхвысокоточные -
 Специальная резьба серии MLC-2-HCHT для обсадных труб
Специальная резьба серии MLC-2-HCHT для обсадных труб -
 Специальная резьба серии ML-HTC
Специальная резьба серии ML-HTC -
 Трубы для транспортировки жидкостей
Трубы для транспортировки жидкостей -
 Устойчивые к коррозии H2S насосно-компрессорные и обсадные трубы-ML110SS
Устойчивые к коррозии H2S насосно-компрессорные и обсадные трубы-ML110SS -
 Трубы котельные
Трубы котельные -
 Муфты для штанг насосных (гладких)
Муфты для штанг насосных (гладких) -
 Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS
Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS -
 Штанги насосные центраторы парафиноочистители
Штанги насосные центраторы парафиноочистители -
 Клапаны обратные
Клапаны обратные



