

Головки насосно-компрессорных труб
Когда говорят про головки насосно-компрессорных труб, многие сразу думают о резьбе или материале. Но если копнуть глубже, работая на скважинах, понимаешь — ключевое часто не в этом. Бывало, ставишь казалось бы надежную головку от проверенного поставщика, а через полгода — трещины в зоне перехода или подтравливание. И начинаешь разбираться: а что там с внутренними радиусами? А как была проведена термообработка после наварки твердого сплава? Вот об этих нюансах, которые в каталогах не пишут, но которые решают всё, и хочется сказать.
Резьба — это только начало истории
Да, соединение должно быть герметичным и выдерживать нагрузки. Но часто фокус только на классе резьбы — API или ГОСТ. А на практике, например, в условиях Крайнего Севера, где металл ?дубеет?, критична не столько геометрия, сколько состояние поверхности резьбы после антикоррозионного покрытия. Видел случаи, когда из-за слишком толстого слоя того же фосфатирования головки просто не могли докрутить до положенного момента. Приходилось счищать вручную — потеря времени на буровой колоссальная.
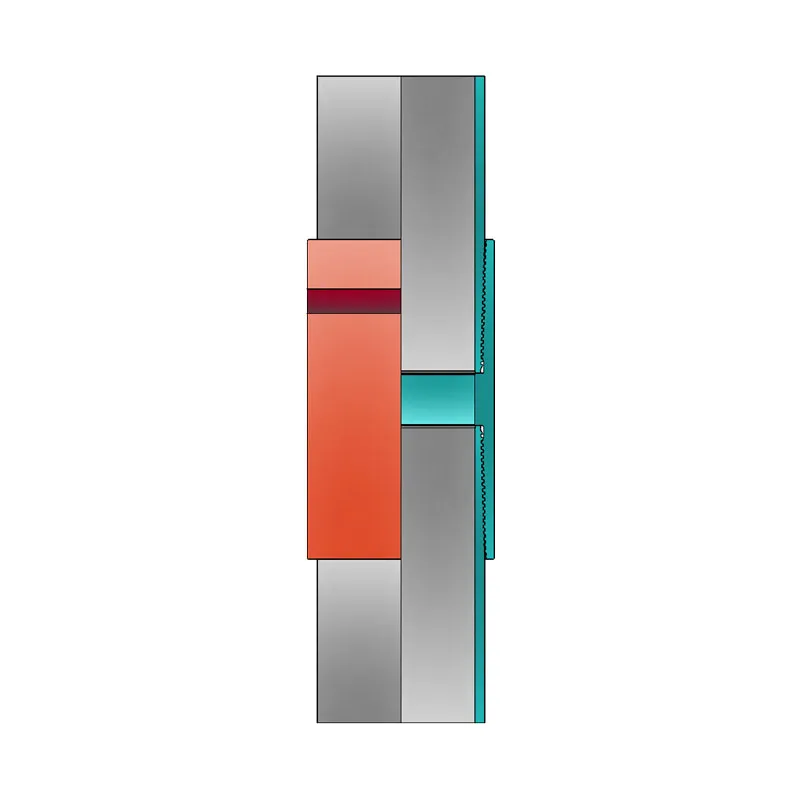
Ещё момент — посадка уплотнительного элемента. Конусное металл-к-металлу — это стандарт, но если поверхность конуса имеет даже микроскопические рисочки от обработки, а не гладкую притирку, уплотнение со временем ?садится?. У одного из наших подрядчиков была партия, где эта проблема вылезла после первых же гидроиспытаний. Пришлось снимать и отправлять на переделку.
И здесь нельзя не упомянуть подход АО Шаньдун Молун Нефтяное Машиностроение. Мы начали сотрудничать с ними несколько лет назад, и их технолог сразу задал нестандартный вопрос: ?Какие именно среды и какие циклы нагрузки??. Оказалось, они для разных регионов и глубин фактически калибруют параметры обработки той же резьбовой части. Не просто делают по чертежу, а учитывают усталостную прочность при переменных нагрузках. Это как раз тот практический опыт, который приходит только после множества инцидентов на промыслах.
Материал и ?скрытая? термообработка
Сталь 40ХН2МА — классика. Но её свойства после ковки и последующей термообработки — это целая наука. Частая ошибка — перегрев в печи перед закалкой. Головка проходит все проверки по твёрдости, но структура становится крупнозернистой. В полевых условиях, при динамических ударах (например, при СПО), такая головка может дать трещину не по телу, а именно в зоне перехода к резьбе — месте максимальных напряжений.
Мы как-то получили партию от другого завода, где была именно такая проблема. Визуально и по паспортам — всё идеально. А после полугода эксплуатации в Западной Сибири начался отказ за отказом. Разбирались с металловедом — всё показал микрошлиф. Перегрев. Потеряли время и деньги. После этого стали больше внимания уделять не сертификатам, а протоколам термообработки конкретной плавки.
У Молун в этом плане процесс построен жёстко. Знаю, что они используют контролируемые атмосферные печи и строгий график отпуска. Но что важнее — они предоставляют данные по ударной вязкости (КСU) для партии. Это редкая практика, но она сразу отсекает риски хладноломкости. Для арктических проектов это не просто бумажка, а необходимость.
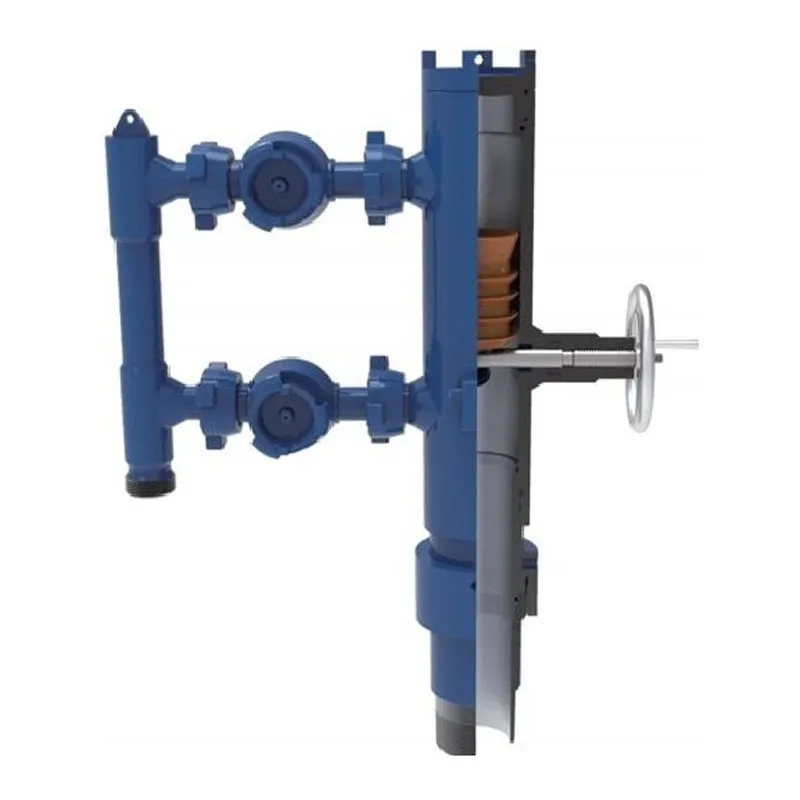
Конструкция проточки и работа с абразивом
Вот здесь много мифов. Считается, что чем толще стенка и массивнее головка, тем лучше. Не всегда. При работе на песчаных скважинах абразивный износ — главный враг. И массивная головка с узкой проточкой внутри создаёт турбулентные потоки, которые буквально ?пескоструят? критичные зоны. Быстрее изнашивается и сама головка, и клапан, который в неё сажается.
Оптимальную геометрию проточки и углы перехода мы нащупали почти опытным путём. Смотрели на износ после ремонта, меняли радиусы. Идеальной оказалась форма, которая минимизирует резкие изменения сечения и направляет поток более плавно. Это снизило эрозию на 30-40% по сравнению со стандартными решениями.
На сайте https://www.molong.ru в разделе продукции видно, что они предлагают разные варианты профилирования внутреннего канала. Это не для красоты. Как раз под разные типы скважин — обводнённые, с высоким содержанием механических примесей. Их инженеры понимают, что универсальная головка — это компромисс, а часто компромисс — это слабое место.
Момент затяжки и человеческий фактор
Всё можно испортить на последнем этапе — монтаже. Даже идеальная головка с идеальной резьбой даст течь, если её перетянуть или недотянуть. Инструкции есть, динамометрические ключи есть. Но на морозе в -50, в спешке, бригада часто работает ?на глазок?. Результат — смятые торцы конуса или, что хуже, скрытые напряжения, которые приведут к усталостному разрушению позже.
Мы внедряли цифровые ключи с фиксацией момента, но это не панацея. Важнее обучение. Объяснять, почему нельзя превышать момент, показывать фотографии разрушений. Иногда полезнее показать последствия одной ошибки, чем десять раз прочитать инструкцию.
Кстати, у АО Шаньдун Молун Нефтяное Машиностроение в комплект поставки для ответственных объектов стали включать не только паспорт, но и пластиковую карточку-напоминалку с основными параметрами затяжки для данной марки стали. Мелочь, а работает. Потому что она всегда в кармане у мастера, а толстая инструкция лежит в конторе.
Ремонтопригодность и экономика всего цикла
Часто заказчик смотрит на цену новой головки. Опытный — на стоимость её жизненного цикла. Можно купить дешевле, но через два ремонта цена сравняется, а надежность будет уже не та. Ремонт — это прежде всего возможность качественно восстановить посадочные поверхности и резьбу.
Здесь есть тонкость: некоторые производители делают изначально малый припуск на ремонт, чтобы продать новую. Другие, наоборот, закладывают возможность 2-3 переточек. Второй подход, конечно, выгоднее для эксплуатации. Нужно смотреть на конструкцию: толщина стенки в зоне возможной обработки — критичный параметр.
Анализируя продукцию Молун, видно, что они изначально закладывают запас на восстановление. Это логично для компании, которая позиционирует себя как поставщик решений на весь срок службы оборудования, а не просто продавца железа. Их краткая характеристика на сайте — ?профессиональный производитель оборудования и поставщик услуг? — это как раз про такой, комплексный подход. Они не просто продают головки насосно-компрессорных труб, а думают о том, как они будут работать, изнашиваться и ремонтироваться в реальных условиях.
В итоге, выбор головки НКТ — это не выбор по каталогу. Это анализ условий работы, понимание технологии производства у завода, и, что очень важно, готовность поставщика делиться не просто спецификациями, а реальными инженерными наработками. Потому что на кону — не просто деталь, а бесперебойность работы скважины и, в конечном счете, экономика всей добычи.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Задвижки
Задвижки -
 Стопорное кольцо
Стопорное кольцо -
Элеваторы для штанг насосных
-
 Поплавковый башмак и поплавковый воротник
Поплавковый башмак и поплавковый воротник -
 Трубы бесшовные для автомобильной промышленности
Трубы бесшовные для автомобильной промышленности -
 Трубы для газовых баллонов
Трубы для газовых баллонов -
 Циркуляционная головка
Циркуляционная головка -
 Цементировочная пробка
Цементировочная пробка -
 Центратор обсадной колонны
Центратор обсадной колонны -
 Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS
Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS -
 Трубы сверхвысокоточные
Трубы сверхвысокоточные -
 Специальная резьба серии ML-HTC
Специальная резьба серии ML-HTC




