

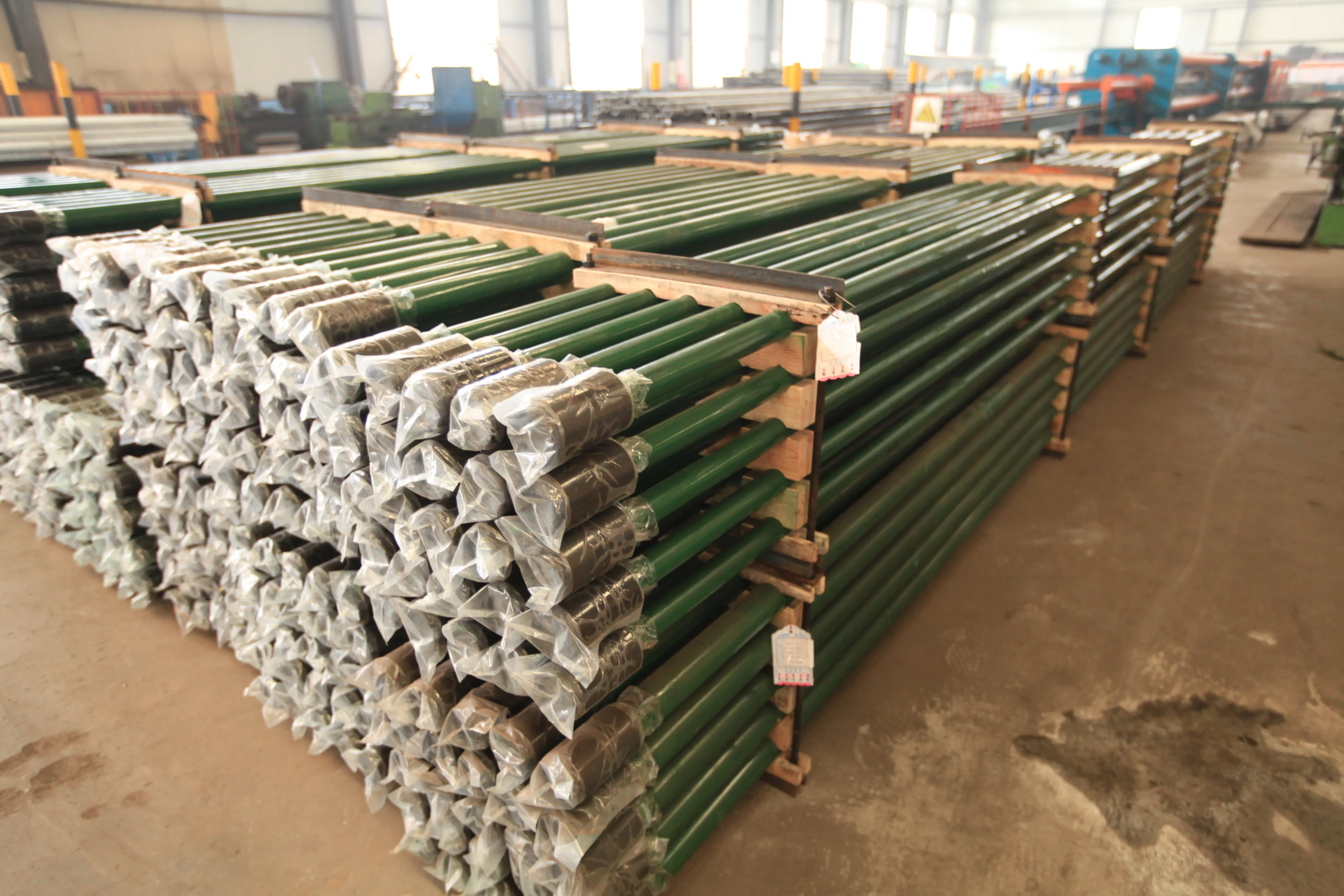
Котельные трубы
Когда говорят про котельные трубы, многие сразу представляют себе просто отрезки толстостенной стали. Это, пожалуй, самое большое заблуждение. На деле, это скорее расходный материал с очень конкретным паспортом, и от этого паспорта зависит, простоит ли котельная без аварий пять лет или двадцать. Сам через это проходил, когда на одном из объектов попытались сэкономить, поставив трубы, которые формально подходили по диаметру и давлению, но не по стойкости к циклическим температурным нагрузкам. Результат — трещины по сварным швам меньше чем через три года. Вот с этого, наверное, и стоит начать.
Что скрывается за маркой стали
Здесь нельзя просто взять и сказать ?нужна сталь 20?. Это база, да, но для котельных труб решающую роль играет не только химический состав, но и вся история металла: как его варили, как прокатывали, как охлаждали. Микроструктура металла — это то, что не увидишь глазом, но что определяет ползучесть под нагрузкой. Например, для пароперегревателей, где температуры за 500°C, уже смотрят на легированные марки вроде 12Х1МФ. Но и тут есть нюанс: если в процессе изготовления трубы термообработка была проведена с нарушениями, то все эти хромы и молибдены не спасут от ускоренной деградации.
На практике часто сталкиваешься с тем, что заказчик требует сертификаты, но не всегда понимает, что в них нужно смотреть. Важен не сам факт наличия бумажки, а конкретные цифры: ударная вязкость при низких температурах (KCU), предел длительной прочности. Я как-то принимал партию, где в сертификате было все идеально, но при визуальном контроле на внутренней поверхности заметил едва уловимые продольные риски. Отправили образец на металлографию — оказались следы неправильной протяжки, которые в будущем могли стать очагом коррозии. Пришлось весь комплект забраковать.
Именно поэтому мы уже несколько лет работаем с проверенными производителями, где можем лично присутствовать на ключевых этапах контроля. Один из таких — АО Шаньдун Молун Нефтяное Машиностроение. Не реклама ради, а опыт. Их подход к контролю качества на выходе с линии меня впечатлил: они не просто проверяют выборочно, а ведут сплошной ультразвуковой контроль каждой трубы, маркируя участки, которые требуют внимания сварщика. Это та самая ?история металла?, о которой я говорил, и она фиксируется. Подробнее об их практике можно посмотреть на https://www.molong.ru — там есть технические заметки, которые близки к реальным процессам.
Монтаж: где теория расходится с реальностью
Допустим, трубы идеальные. Но 70% проблем, с которыми потом сталкиваешься в эксплуатации, родом из монтажа. Самая частая ошибка — недостаточная подготовка кромок под сварку. Толщина стенки есть, а фаску сняли ?на глазок?, плюс не идеальная центровка. Сварщик, конечно, заварит, но внутри шва образуется концентратор напряжений. В режиме постоянных тепловых расширений и сжатий это место станет слабым звеном.
Еще один момент, который часто упускают из проектов — компенсация теплового расширения. Трубы ведь не статичны, они ?дышат?. Видел случай на старой котельной, где магистраль была жестко закреплена в двух точках с большим пролетом. Со временем от постоянных напряжений пошли трещины не по швам, а прямо по телу трубы. Пришлось резать и переваривать с установкой дополнительных компенсаторов. Это типичный пример, когда проектировщик смотрит только на давление, забывая про температуру.
Здесь важно не просто следовать СНиП, а иметь в голове картину работы всего контура. Иногда лучше поставить на один отвод больше, но обеспечить плавность хода. Или, например, при монтаже труб от экономайзера, где возможна низкотемпературная коррозия, критически важно обеспечить уклон и дренажные точки, чтобы не было застоя конденсата. Мелочь, но она продлевает жизнь на годы.
Эксплуатация и диагностика: предупредить, а не тушить
После сдачи объекта про котельные трубы часто вспоминают только когда случается авария или плановый останов. Это порочная практика. Самый ценный инструмент — это регулярный внутренний осмотр, особенно после первого года работы. Именно тогда проявляются все ?детские болезни?: где-то недосмотр сварки, где-то ошибка в расчете нагрузок.
Мы внедряли систему периодического контроля с помощью телеинспекционных камер. Выявляли интересные вещи: например, в одном из поворотов парового коллектора обнаружили зону активной эрозии из-за неправильного угла входа потока. Это не было критично сразу, но через пару лет могло привести к сквозному прогару. Своевременная замена участка трубы обошлась в десятки раз дешевле, чем последующий ремонт с остановом котельной.
Также нельзя забывать про контроль толщины стенки ультразвуком. Составляется карта измерений, особое внимание — зонам с максимальным нагревом и изгибам. Тренд истончения важнее разового значения. Бывало, по этим данным переносили точки отбора пара или меняли режим горения, чтобы выровнять температурное поле и снизить износ.
Когда замена неизбежна: критерии принятия решения
Рано или поздно любая труба вырабатывает свой ресурс. Вопрос — как понять, что этот момент настал? Ждать течи — это аварийный сценарий. Основной критерий, помимо минимально допустимой толщины стенки, — это скорость коррозии/эрозии. Если по данным последних замеров скорость возросла в разы, даже если текущая толщина еще в допуске, нужно готовить замену. Металл устает, его структура меняется.
Еще один тонкий момент — оценка состояния металла в зоне термического влияния сварных швов. Часто сама труба еще ничего, а металл рядом со швом становится хрупким. Здесь помогает неразрушающий контроль методом твердомера. Принимали решение о замене целого барабана не потому, что он был тонкий, а потому что твердость в околошовной зоне вышла за критические значения, что говорило о потере пластичности.
При замене участков теперь всегда настаиваем на использовании труб от одного производителя и из одной плавки. Казалось бы, мелочь, но разные коэффициенты теплового расширения у внешне одинаковой стали могут создать новые проблемы. Как раз в таких ситуациях удобно работать с крупными поставщиками, которые могут обеспечить партийность, как тот же АО Шаньдун Молун Нефтяное Машиностроение. Их профиль как раз ориентирован на комплексные поставки для энергетических объектов, что означает предсказуемое качество и полную прослеживаемость материала, что для ремонтных работ крайне важно.
Мысли вслух о будущем материала
Сейчас много говорят про новые композитные материалы или трубы с внутренним покрытием. Пробовали работать с некоторыми — не все так однозначно. Например, напыленная керамика внутри действительно повышает стойкость к абразивному износу от золы. Но она же создает проблемы при ремонте — ее нельзя просто заварить, нужна специальная технология. И есть риск отслоения целыми пластами, если был брак по адгезии.
Думаю, в ближайшей перспективе эволюция будет идти не в сторону революционных материалов, а в сторону улучшения классических сталей: более чистая металлургия, более точная термомеханическая обработка для получения заданной структуры. И, что критически важно, в сторону цифровых двойников. Когда для каждой установленной трубы есть не только сертификат, но и цифровая запись всех параметров ее изготовления, и эта запись привязана к данным эксплуатации — вот тогда можно будет точно прогнозировать ее ресурс.
Пока же наша задача — работать с тем, что есть, но работать с пониманием. Котельная труба — это не просто позиция в спецификации, это звено в цепи, от которого зависит безопасность и непрерывность работы всего объекта. И подход к ней должен быть соответствующим: не формальным, а технически грамотным и чуть-чуть педантичным. Опыт, в том числе негативный, — лучший учитель в этом деле.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Клапаны обратные
Клапаны обратные -
 Насосы штанговые специальные
Насосы штанговые специальные -
 Цементировочная пробка
Цементировочная пробка -
 Специальная резьба серии MLT-2 для насосно-компрессорных труб
Специальная резьба серии MLT-2 для насосно-компрессорных труб -
 Обсадные трубы серии для термического способа добычи-ML125Н
Обсадные трубы серии для термического способа добычи-ML125Н -
 Специальная резьба серии ML-FJ
Специальная резьба серии ML-FJ -
 Специальная резьба серии MLC-1 для обсадных труб
Специальная резьба серии MLC-1 для обсадных труб -
 Поплавковый башмак и поплавковый воротник
Поплавковый башмак и поплавковый воротник -
 Специальная резьба серии MLC-2-HCHT для обсадных труб
Специальная резьба серии MLC-2-HCHT для обсадных труб -
 Цементировочная головка
Цементировочная головка -
 Трубы сверхвысокоточные
Трубы сверхвысокоточные -
 Устойчивые к коррозии H2S насосно-компрессорные и обсадные трубы-ML110SS
Устойчивые к коррозии H2S насосно-компрессорные и обсадные трубы-ML110SS



