

Насосно-компрессорные трубы
Когда слышишь 'насосно-компрессорные трубы', многие представляют просто отрезок стали, который опускают в скважину. Но это как раз тот случай, где поверхностное понимание дорого обходится. За годы работы с обсадкой и подъемом пластовой жидкости пришлось убедиться, что НКТ — это скорее динамичная система, от которой зависит не только добыча, но и безопасность всего ствола. Ошибка в выборе марки стали, типа резьбы или даже в процедуре спуска может вылиться не просто в остановку, а в капитальный ремонт с огромными затратами. Особенно это чувствуешь на старых месторождениях, где условия меняются, и то, что работало вчера, сегодня уже вызывает вопросы.
Градации и марки: где кроется подвох?
Все, конечно, смотрят на ГОСТ или API 5CT. Группы прочности D, E, L, J-55, N-80, P-110 — это азбука. Но вот нюанс, который часто упускают из виду: одна и та же группа прочности у разных производителей может вести себя по-разному в зависимости от химического состава и термообработки. Была история на одном из участков в Западной Сибири: закупили партию N-80 у нового поставщика, вроде все сертификаты в порядке. А при эксплуатации в скважине с высоким содержатом сероводорода пошли точечные коррозии и трещины гораздо раньше расчетного срока. Оказалось, проблема в микроструктуре металла, которая не была оптимальной для конкретной агрессивной среды. Это не нарушение стандарта, это — недостаток глубины спецификации.
Поэтому сейчас мы всегда запрашиваем не просто сертификат соответствия, а полный отчет о химическом анализе и механических испытаниях, особенно на ударную вязкость при низких температурах. Для арктических проектов это критично. И здесь стоит отметить подход таких производителей, как АО Шаньдун Молун Нефтяное Машиностроение. В их технической документации к насосно-компрессорным трубам видна именно эта детализация, что сразу настраивает на профессиональный диалог.
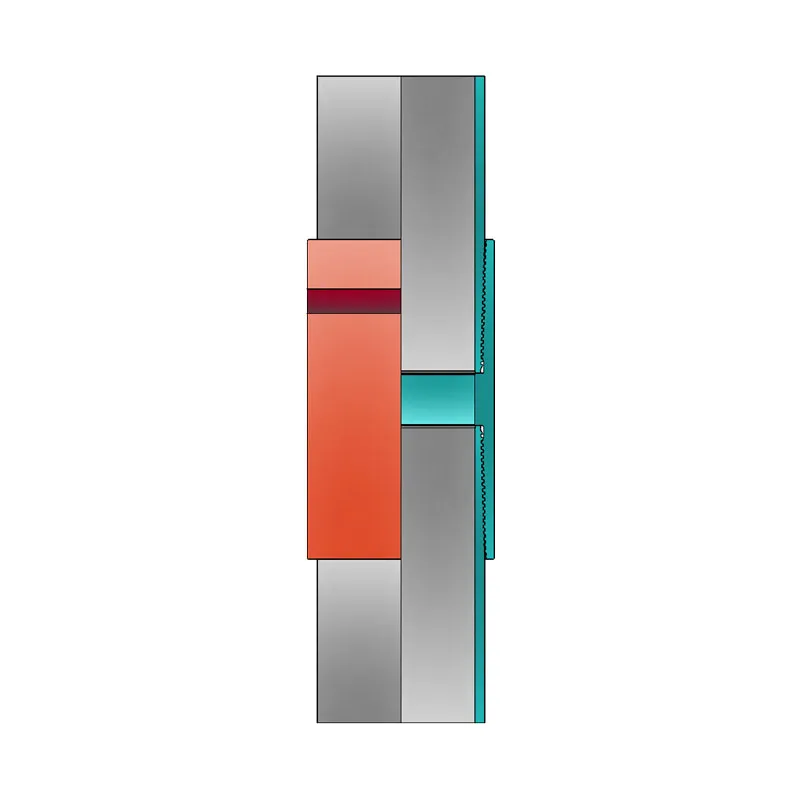
Еще один момент — это резьбовое соединение. Выбор между треугольной (API) и трапецеидальной резьбой, да еще и с различными типами уплотнений (металл-металл, с полимерным кольцом) — это не вопрос цены, а вопрос будущих нагрузок. На нагнетательных скважинах, где постоянные циклы 'давление-сброс', неправильный тип резьбы приводит к 'усталости' соединения и протечкам. Приходилось пересобирать колонны, что в полевых условиях — та еще задача.
Условия эксплуатации: теория против практики
В проектной документации все красиво: расчетные давления, температуры, состав среды. Реальность вносит коррективы. Например, песчаные пробки. Казалось бы, при чем тут трубы? Но если используется стандартная труба без внутреннего покрытия, то постоянная абразивная эрозия от песка за сезон может значительно уменьшить толщину стенки в верхней части колонны, где скорость потока максимальна. Мы однажды при подъеме обнаружили, что трубы в интервале 500-800 метров имеют стенку тоньше допустимой. Пришлось менять весь эксплуатационный пакет раньше плана.
Отсюда вывод: для скважин с прогнозируемым пескопроявлением нужно либо закладывать трубы с повышенной износостойкостью, либо сразу рассматривать вариант с внутренним защитным покрытием. Это увеличивает Capex, но спасает от внепланового ремонта. На сайте molong.ru видно, что компания АО Шаньдун Молун Нефтяное Машиностроение как раз предлагает решения для сложных условий, что говорит о понимании реальных проблем на промысле.
Температурный фактор — отдельная тема. Высокие температуры (выше 120-150°C) влияют не только на прочность стали, но и на поведение уплотнений резьбовых соединений. Стандартные уплотнительные смазки могут деградировать. Приходится переходить на специальные составы, а иногда — и на более дорогие типы соединений с конусной посадкой. Это тот случай, когда экономия на материалах при комплектации приводит к гарантированному межремонтному периоду в разы меньше.
Монтаж и спуск: где рождаются дефекты
Самая качественная труба может быть испорчена на этапе подготовки и спуска. Контроль состояния резьбы — обязательный ритуал. Малейшая забоина, вмятина на конусе резьбы — и герметичность под вопросом. Мы используем шаблоны-калибры и строго следим за чистотой. В пыльных условиях промысла это сложно, но необходимо.
Момент затяжки. Ключевой параметр. Недотянул — риск протечки и самораскручивания при вибрациях. Перетянул — 'сорвал' резьбу или создал опасные внутренние напряжения в металле. Работаем только с динамометрическими ключами, причем регулярно их поверяем. Бывало, что расхождения в показаниях разных ключей приводили к проблемам на соседних бригадах.
И, конечно, центрация колонны. Если колонна НКТ лежит на стенке обсадной трубы, возникают точки повышенного износа. Особенно важно для скважин с большим отклонением от вертикали. Используем центраторы, но их тип и расстановка — тоже предмет для расчета, а не для 'как у всех'.
Контроль и диагностика: что видим после спуска
После спуска колонны работа не заканчивается. Регулярный контроль с помощью каротажных приборов — де-факто стандарт для ответственных скважин. Дефектоскопия, кавернометрия, измерение толщины стенки. Иногда данные преподносят сюрпризы: например, выясняется, что коррозия идет не равномерно, а локализовано, в зоне конкретного пласта с активной водой. Это сигнал к тому, чтобы рассмотреть возможность перехода на трубы с коррозионностойким покрытием или из другого сплава для следующей операции.
Интересный кейс был с использованием насосно-компрессорных труб с неметаллическим внутренним покрытием на газовой скважине. Цель — снизить гидравлическое сопротивление и предотвратить образование гидратов. Эффект по сопротивлению был, а вот с долговечностью покрытия в условиях конденсата и мелких механических примесей возникли вопросы. Пришлось признать, что для таких условий решение было не оптимальным. Опыт, хоть и отрицательный, очень ценный.
Здесь снова возвращаешься к вопросу о поставщике. Нужен не просто продавец металлопроката, а партнер, который может предоставить инжиниринговую поддержку, помочь подобрать решение под конкретные условия. Описание деятельности АО Шаньдун Молун Нефтяное Машиностроение как поставщика комплексных услуг в энергетической отрасли указывает именно на такой подход.
Взгляд в будущее: материалы и цифра
Классическая сталь — не предел. Все чаще рассматриваются композитные материалы для НКТ. Они легче, коррозионностойки, но... Дороже, и есть вопросы с ремонтопригодностью в полевых условиях и поведением при высоких температурах. Пока это скорее штучное решение для особых случаев, но за технологией будущее.
Другое направление — 'умные' трубы со встроенными датчиками. Мониторинг температуры, давления, напряжений прямо по стволу в реальном времени. Это революция для управления добычей и прогнозирования ремонтов. Но пока это очень капиталоемкая история, и ее внедрение упирается не только в технологию, но и в готовность компаний менять свои бизнес-процессы.
Основной же тренд, который виден уже сейчас, — это запрос на индивидуальность. Универсальных решений все меньше. Каждое месторождение, а порой и каждая скважина, требуют своего подхода к выбору насосно-компрессорных труб. И в этом контексте ценность производителя, который способен гибко реагировать на техническое задание и предлагать не просто продукт из каталога, а проверенное решение, только возрастает. Профессионализм в деталях — вот что в итоге определяет надежность колонны на долгие годы.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Нефтяные качалки
Нефтяные качалки -
 Обсадные трубы для глубоких скважин-ML150V
Обсадные трубы для глубоких скважин-ML150V -
 Трубы магистральные API
Трубы магистральные API -
 Специальная резьба серии ML-HTC
Специальная резьба серии ML-HTC -
 Гильзы буровых насосов
Гильзы буровых насосов -
 Задвижки
Задвижки -
Штанги насосные интеллектуальные с IoT
-
 Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS
Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS -
 Трубы для транспортировки жидкостей
Трубы для транспортировки жидкостей -
 Трубы прочие
Трубы прочие -
 Штанги насосные по стандарту API
Штанги насосные по стандарту API -
 Специальная резьба серии MLT-1 для насосно-компрессорных труб
Специальная резьба серии MLT-1 для насосно-компрессорных труб



