

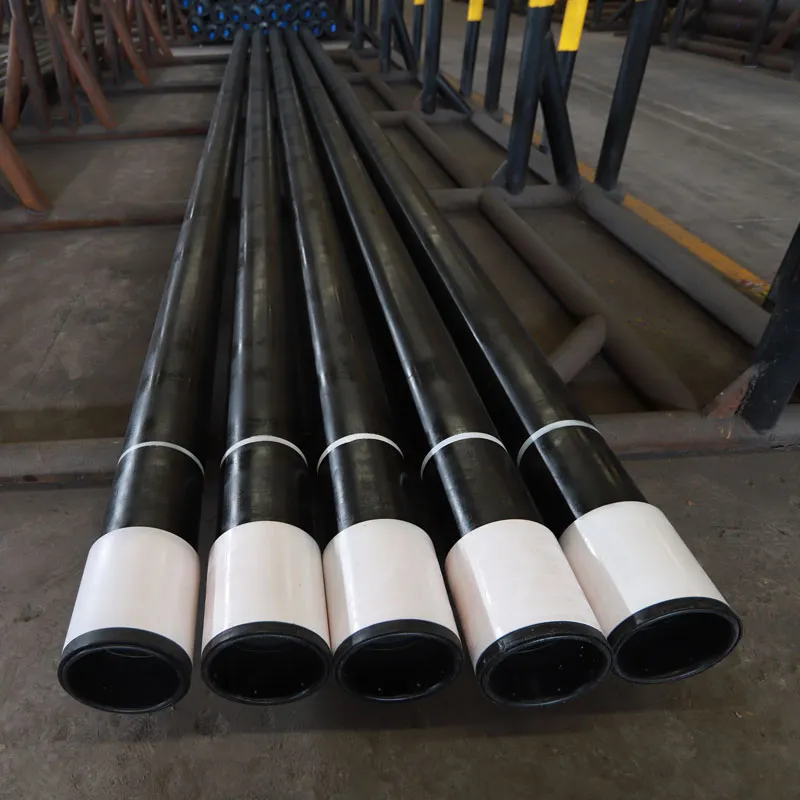
Насосно-компрессорные трубы L80
Когда слышишь ?НКТ L80?, многие сразу думают о стандарте, о химическом составе, о механических свойствах. И это правильно, но лишь отчасти. На бумаге всё выглядит ровно: предел текучести 552-655 МПа, определённое содержание углерода, марганца. Но в поле, на буровой или в скважине, эта аббревиатура оживает и проявляет характер, причём не всегда предсказуемый. Основная ошибка — считать все трубы L80 одинаковыми. Разница в технологии производства, в контроле качества на каждом этапе, особенно в термообработке, создаёт продукт с разной ?биографией? и, следовательно, с разной судьбой в эксплуатации. Я видел, как партии от разных заводов, формально проходящие по одним и тем же API 5CT, вели себя в агрессивных средах совершенно по-разному. Поэтому для меня L80 — это не просто ярлык, а история, которую нужно уметь читать.
Где кроется дьявол? В деталях производства
Возьмём, к примеру, нормализацию. Казалось бы, стандартная операция. Но скорость нагрева, время выдержки, скорость охлаждения — вот где закладывается внутренняя структура металла, его устойчивость к трещинообразованию. Однажды мы столкнулись с партией труб, где при гидроиспытаниях всё было идеально, но после нескольких месяцев работы в скважине с высоким содержанием H2S и CO2 пошли точечные коррозионные поражения именно по зонам, где, как позже выяснилось, была неоднородность структуры после печи. Это не было нарушением стандарта в строгом смысле, но стало проблемой для заказчика.
Или взять контроль резьбы. Резьба типа ?Экс-Лонг? или ?Би-Джи? — это отдельная наука. Геометрия, шаг, чистота поверхности. Здесь нельзя полагаться только на сертификат. Мы всегда делали выборочную проверку калибрами-кольцами и пробками на объекте перед спуском. Бывали случаи, когда визуально резьба выглядела безупречно, но при свинчивании чувствовалось ?закусывание?, а потом — микротечь на испытаниях. Причина часто была в мельчайших забоинах или отклонении конусности, которые возникали при транспортировке или небрежном хранении. Качественный производитель, такой как АО Шаньдун Молун Нефтяное Машиностроение, понимает это и уделяет упаковке и логистике не меньше внимания, чем самому производству.
Ещё один момент — внутреннее покрытие. Не для всех сред оно нужно, но когда нужно, становится критичным. Нанесение эпоксидного или иного покрытия — это не просто ?покрасить?. Это подготовка поверхности (абразивоструйная очистка до определённого профиля), контроль температуры и влажности в камере, толщина слоя. Плохо подготовленная поверхность — и покрытие отслоится кусками уже при спуске, забив клапаны. Слишком толстый слой — хрупкость. Мы как-то пробовали сэкономить на этом этапе с одной партией, решив, что для условно ?спокойной? среды сгодится. Результат — внеплановый подъём колонны через полгода и куда большие убытки.
Полевые испытания: теория встречается с реальностью
Лабораторные испытания на растяжение и ударную вязкость — это хорошо. Но реальная скважина — это нестабильные нагрузки, циклические напряжения, переменная среда. Для насосно-компрессорных труб L80, работающих на глубине, критичен фактор усталости. Особенно в участках изгиба, около пакеров. Там, где по расчётам всё в пределах запаса прочности, на практике из-за микровибраций и коррозионного воздействия могут зарождаться трещины.
Я вспоминаю проект на одном из месторождений Западной Сибири. Глубина около 2800 метров, достаточно агрессивная пластовая вода. Колонна собрана из НКТ L80. По всем документам — идеально. Но через год эксплуатации при плановом обследовании ультразвуком обнаружили сеть мелких трещин в теле трубы на участке, где был резкий перепад диаметров и, как следствие, локальная концентрация напряжений. Производитель был хороший, но, видимо, в этой конкретной плавке металл получился чуть более чувствительным к циклическим нагрузкам. Пришлось менять весь интервал. Вывод? Даже с качественным материалом нужен детальный анализ режима работы и точечный контроль потенциально слабых мест.
Ещё один практический аспект — ремонтопригодность. Трубы L80, особенно после закалки и отпуска, требуют особого подхода при подварке дефектов или наварке муфт в полевых условиях. Неправильно подобранный режим сварки или электрод — и в зоне термического влияния резко падает стойкость к коррозии и появляется хрупкость. Приходилось разрабатывать отдельные технологические карты для ремонтных работ, консультируясь с металловедами поставщика. Кстати, на сайте molong.ru можно найти не только каталог продукции, но и полезные технические рекомендации по монтажу и обслуживанию, что говорит о серьёзном подходе компании к сопровождению своего продукта.
Выбор поставщика: не только цена за тонну
Рынок насыщен предложениями. Когда стоишь перед выбором, куда обратиться, легко утонуть в цифрах ценников. Но дешёвая труба L80 часто оказывается самой дорогой в итоге. Почему? Потому что стоимость — это не только металл. Это полный пакет: прослеживаемость каждой плавки (чтобы в случае проблемы найти корень), комплекс испытаний (включая тесты на стойкость к сероводородному растрескивание SSC), правильная маркировка и упаковка, техническая поддержка.
Я ценю в поставщиках, таких как АО Шаньдун Молун Нефтяное Машиностроение, именно готовность к диалогу. Не просто продать, а вместе подумать над проектом: какая среда, какие нагрузки, какой предполагается режим эксплуатации? Иногда для менее агрессивных условий может быть достаточно модификации L80 типа 1, а для сред с высоким давлением и H2S нужен уже L80 типа 3 с особыми требованиями к твёрдости. Грамотный технолог от производителя может сэкономить заказчику значительные средства, подобрав оптимальное решение, а не самое дорогое по умолчанию.
Наличие собственной развитой лабораторной базы у завода — это огромный плюс. Когда тебе по запросу могут предоставить не только стандартный сертификат, но и результаты дополнительных испытаний на усталость или коррозию в специфической среде, это вселяет уверенность. Это показатель того, что компания вкладывается в качество и контроль, а не просто гонит километры труб с конвейера.
Важен и подход к логистике. НКТ — это не гвозди, их нельзя бросать с машины. Наличие специального транспорта, жёсткой упаковки торцов, защитных пластиковых заглушек на резьбы — мелочи, которые сохраняют продукт до момента спуска в скважину. Потеря времени на устранение повреждений, полученных при доставке, обходится несоизмеримо дороже.
Взгляд в будущее: эволюция требований и материалов
Стандарты не стоят на месте. Условия добычи становятся сложнее: большие глубины, арктические температуры, сверхагрессивные среды. Трубы L80 остаются рабочими лошадками, но и к ним требования растут. Всё больше внимания уделяется чистоте стали по неметаллическим включениям, точности механических свойств по всей длине трубы, совершенствованию видов покрытий.
Сейчас много говорят о цифровых двойниках и предиктивной аналитике. И это касается и НКТ. Представьте, если бы каждая труба имела не только маркировку, но и цифровой паспорт с полной историей производства: данные термообработки, результаты УЗК, химический анализ из разных точек. Тогда, интегрируя эти данные с информацией о режиме работы скважины, можно было бы с высокой точностью прогнозировать остаточный ресурс и планировать техобслуживание. Это уже не фантастика, а логичное развитие контроля качества. Производители, которые инвестируют в такие технологии, будут определять рынок завтра.
Ещё один тренд — индивидуализация. Не просто ?дайте нам L80 73 мм?, а совместная разработка спецификации под конкретный проект с уникальными параметрами. Это требует от производителя гибкости и глубокой экспертизы. Компания, позиционирующая себя как профессиональный производитель оборудования и поставщик услуг в энергетической отрасли, должна быть к этому готова. Это путь от продавца металлопроката к инжиниринговому партнёру.
Возвращаясь к началу. Насосно-компрессорные трубы L80 — это история не про сталь, а про надёжность. Надёжность, которая рождается в цеху при строгом контроле, проверяется в полевых условиях суровой эксплуатацией и в конечном счёте определяется ответственностью и экспертизой людей: тех, кто их производит, и тех, кто с ними работает. Выбор — это всегда анализ рисков, и понимание того, что стоит за аббревиатурой L80 на конкретном изделии, — первый и самый важный шаг к их минимизации.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Затворы поворотные
Затворы поворотные -
 Специальная резьба серии MLC-2 для обсадных труб
Специальная резьба серии MLC-2 для обсадных труб -
 Нефтяные качалки
Нефтяные качалки -
 Трубы для газовых баллонов
Трубы для газовых баллонов -
 Штанги насосные центраторы парафиноочистители
Штанги насосные центраторы парафиноочистители -
 Циркуляционная головка
Циркуляционная головка -
 Стопорное кольцо
Стопорное кольцо -
 Специальная резьба серии MLT-2 для насосно-компрессорных труб
Специальная резьба серии MLT-2 для насосно-компрессорных труб -
 Штанги насосные по стандарту API
Штанги насосные по стандарту API -
 Ступенчатый воротник (разделительная муфта)
Ступенчатый воротник (разделительная муфта) -
 Специальная резьба серии ML-GC
Специальная резьба серии ML-GC -
 Муфты для штанг насосных (гладких)
Муфты для штанг насосных (гладких)



