

профильная труба из нержавеющей стали
Когда говорят про профильную трубу из нержавеющей стали, многие сразу представляют квадратное сечение и думают, что главное — это форма. На деле же, ключевое слово здесь — нержавеющая. И от того, как она ?нержавеет?, и в каких условиях, зависит, будет ли конструкция стоять десятилетиями или начнет сыпаться через пару лет. Частая ошибка — выбирать трубу только по размеру сечения и толщине стенки, упуская из виду марку стали, тип обработки поверхности и, что критично, специфику будущих нагрузок. Особенно это касается энергетики и нефтегазового сектора, где коррозия — не эстетический дефект, а причина аварий.
Марка стали — это не просто цифры
Вот, допустим, заказчик просит ?нержавейку? для наружных конструкций на объекте. Берут стандартную AISI 304, а потом удивляются, почему в приморской зоне или рядом с химическими производствами появляются рыжие точки. А это — питтинговая коррозия. Для таких случаев нужна сталь с молибденом — та же 316 или 316L. Но и это не панацея. Если труба будет испытывать вибрационные нагрузки, важен еще и вопрос усталостной прочности. Мы как-то ставили эксперимент с разными партиями профильной трубы для монтажа вспомогательных технологических площадок. Визуально — одинаковые. Но одна партия, сделанная из стали с неправильным режимом термообработки, дала микротрещины в зонах сварки уже через полгода.
Здесь как раз к месту вспомнить опыт работы с такими поставщиками, которые понимают контекст. Например, в проектах, где мы сотрудничали с АО Шаньдун Молун Нефтяное Машиностроение (их сайт — molong.ru), всегда уделялось особое внимание сопроводительной документации на металл. Это не бюрократия. В их случае, как у профильного производителя оборудования для энергетики, важно было проследить всю цепочку: от выплавки стали до готовой конструкции. В их практике использование профильной нержавеющей трубы часто связано с изготовлением каркасов для модульного оборудования, кожухов, опор. И там просчет в материале ведет не к замене балки, а к простою целого узла добычи или переработки.
Еще один нюанс — поверхность. Матовая, шлифованная, полированная. Это не только для красоты. Полированная поверхность имеет гораздо меньше мест для начала коррозии, ее легче очищать от агрессивных отложений. Но и стоит она, естественно, дороже. Часто иду на компромисс: для несущих скрытых элементов внутри помещений — матовая или просто травленая поверхность. Для наружных элементов или тех, что в зоне постоянного контакта с реагентами — шлифовка. Это уже вопрос экономики проекта, но экономить тут нужно с умом.
Геометрия и прочность: где тонко, там и рвется
Квадрат и прямоугольник — самые ходовые профили. Но уголок — тоже профильная труба, просто сечение другое. Многие забывают про радиус скругления углов. Кажется, мелочь. Но если радиус слишком мал, в этом углу создается концентрация напряжений. При динамической нагрузке трещина пойдет именно оттуда. Была история с изготовлением рамы для насосного агрегата. Конструктор начертил острые углы, производитель трубы их в точности повторил. В итоге, после транспортировки по разбитой дороге, в двух рамах из десяти пошли трещины от углов. Пришлось переделывать, заказывая трубу с технологически обоснованным скруглением.
Толщина стенки — отдельная песня. ГОСТы и ТУ дают допуски, обычно в минус. И это нормально. Но когда допуск ?уходит? в максимальный минус по всей партии, а расчет был сделан на номинальную толщину, получаем конструкцию слабее запланированной. Особенно чувствительны к этому тонкостенные трубы, которые идут, например, на декоративные ограждения или легкие каркасы. Всегда требую протоколы замеров ультразвуком, особенно для ответственных объектов. Солидные производители, такие как АО Шаньдун Молун, обычно предоставляют такие данные без проблем, потому что сами заинтересованы в надежности конечного изделия. В описании их деятельности (molong.ru) как раз делается акцент на качественную продукцию для энергетического оборудования, а это подразумевает строгий входной контроль всего металлопроката.
И конечно, прямота. Казалось бы, труба и труба. Но если прокат кривой, даже на пару миллиметров на погонный метр, при сварке длинных конструкций возникнет такой ?вертолет?, что соединить элементы будет невозможно без принудительной правки, которая ослабляет металл. Приемка — обязательный этап. Кладу несколько труб на ровную плиту и смотрю на просвет. Дешевле потратить время на отбраковку на складе, чем потом резать и переваривать на объекте.
Сварка и монтаж: теория разбивается о реальность
Самая хорошая труба может быть испорчена плохой сваркой. Для нержавейки это особенно актуально. Перегрев — побежалость, выгорание легирующих элементов, коробление. Неправильно подобранный присадочный материал — образование хрупких структур в шве. Мы всегда проводим пробные сварки на обрезках из той же партии, прежде чем пускать сварщиков на основную конструкцию. Важно также помнить про так называемую ?интеркристаллитную коррозию? в зоне термического влияния. Шов может быть красивый, а рядом, в полосе шириной в несколько миллиметров, металл теряет стойкость.
На монтаже часто возникает соблазн использовать трубу не по назначению — как рычаг, подпорку или траверсу для подъема другого оборудования. Следы от строп, вмятины, царапины — все это места будущих проблем. Нержавейка пассивна за счет оксидного слоя. Если этот слой нарушен механически, и нет условий для его восстановления (например, нет доступа кислорода), коррозия начнется именно здесь. Поэтому инструктаж монтажников — обязаловка. И запас специальных защитных накладок из того же материала никогда не бывает лишним.
Еще один практический момент — совместимость с другими материалами. Крепишь нержавеющую профильную трубу к углеродистой стальной балке обычными болтами. Кажется, что изолировал прокладкой. Но в присутствии электролита (та же атмосферная влага) возникает гальваническая пара, и более активный металл (углеродистая сталь) начнет корродировать с утроенной скоростью. Нужны или изолирующие втулки, или крепеж из нержавейки той же группы, что и труба. Это кажется очевидным, но на стройплощадке, в спешке, об этом часто забывают.
Экономика vs. Долговечность: поиск баланса
Заказчик всегда хочет дешевле. Задача профессионала — объяснить, где можно сэкономить без риска, а где — категорически нельзя. Например, для внутренних несущих конструкций в отапливаемом сухом цеху можно взять трубу из стали 304 (08Х18Н10) вместо более дорогой 316. А вот для наружной лестницы на той же площадке, особенно если зимой дороги посыпают реагентами, — только 316. Экономия на материале здесь обернется затратами на ремонт или замену через 3-4 года.
Иногда помогает нестандартный подход. В одном из проектов по модернизации технологической линии нужно было сделать легкий, но жесткий каркас для датчиков и кабельных лотков. Рассматривали вариант с гнутым профилем из листа. Но в итоге выбрали прямоугольную трубу из нержавеющей стали меньшего сечения, но с более толстой стенкой. Получилось и по жесткости лучше, и по массе сравнимо, а по стоимости изготовления (с учетом затрат на гибку и сварку листа) — даже выгоднее. Это к вопросу о том, что нужно считать не цену за тонну, а цену за готовую, отвечающую требованиям, конструкцию.
Здесь опять же важен партнер, который мыслит аналогичными категориями. Когда поставщик, такой как АО Шаньдун Молун Нефтяное Машиностроение, позиционирует себя как поставщик услуг для энергетической отрасли (что видно из описания на molong.ru), это подразумевает, что они готовы участвовать в поиске такого баланса. Их инженеры могут подсказать, какая именно профильная труба лучше подойдет для конкретного узла нефтяного оборудования, исходя из их опыта. Это ценнее, чем просто прислать коммерческое предложение по прайсу.
Выводы, которые приходят с опытом
Итак, что в сухом остатке? Профильная труба из нержавеющей стали — это не товар из каталога, который можно просто выбрать по picture. Это комплексный продукт, где материал, геометрия, обработка и применение связаны в одну цепь. Разрыв в любом звене ведет к снижению надежности.
Самая частая ошибка — недооценка среды эксплуатации. Лабораторные условия — одно. Промышленная площадка с ее перепадами температур, вибрацией, химическими испарениями и механическими воздействиями — совсем другое. Труба должна быть рассчитана на худший сценарий, а не на идеальный.
И последнее. Документация. Сертификаты, паспорта, протоколы испытаний. Их нужно не просто класть в папку, а изучать. Соответствие не только ГОСТ, но и, например, стандартам ASTM или EN, если проект международный. Умение читать эти документы и задавать по ним правильные вопросы поставщику — это 50% успеха. Остальные 50% — это качественный монтаж и понимание, что даже самая совершенная труба — всего лишь элемент системы. А система должна работать долго и безотказно, особенно когда речь идет об энергетике и нефтегазе, где ставки высоки как никогда.
Соответствующая продукция
Соответствующая продукция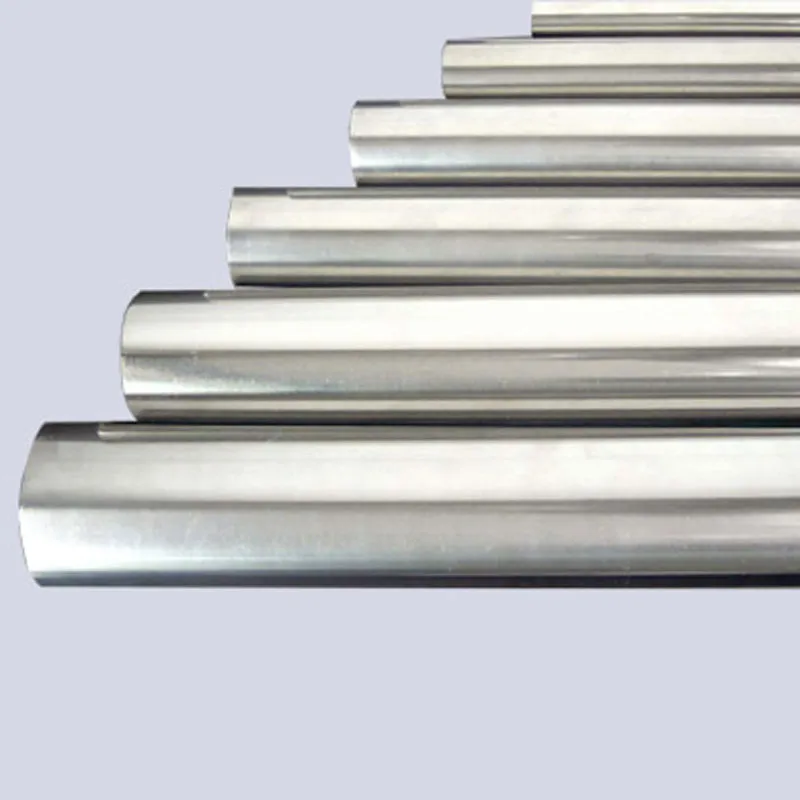








Самые продаваемые продукты
Самые продаваемые продукты-
 Штанги насосные гладкие
Штанги насосные гладкие -
 Штанги насосные сверхвысокой прочности
Штанги насосные сверхвысокой прочности -
 Продукция для сервиса скважин
Продукция для сервиса скважин -
 Специальная резьба серии ML-GC
Специальная резьба серии ML-GC -
 Нефтяные качалки
Нефтяные качалки -
 Специальная резьба серии MLT-1 для насосно-компрессорных труб
Специальная резьба серии MLT-1 для насосно-компрессорных труб -
 Специальная резьба серии MLC-2-HCHT для обсадных труб
Специальная резьба серии MLC-2-HCHT для обсадных труб -
 Специальная резьба серии ML-CS
Специальная резьба серии ML-CS -
 Специальная резьба серии ML-HTC
Специальная резьба серии ML-HTC -
 Циркуляционная головка
Циркуляционная головка -
Элеваторы для штанг насосных
-
 Трубы сверхвысокоточные
Трубы сверхвысокоточные



