

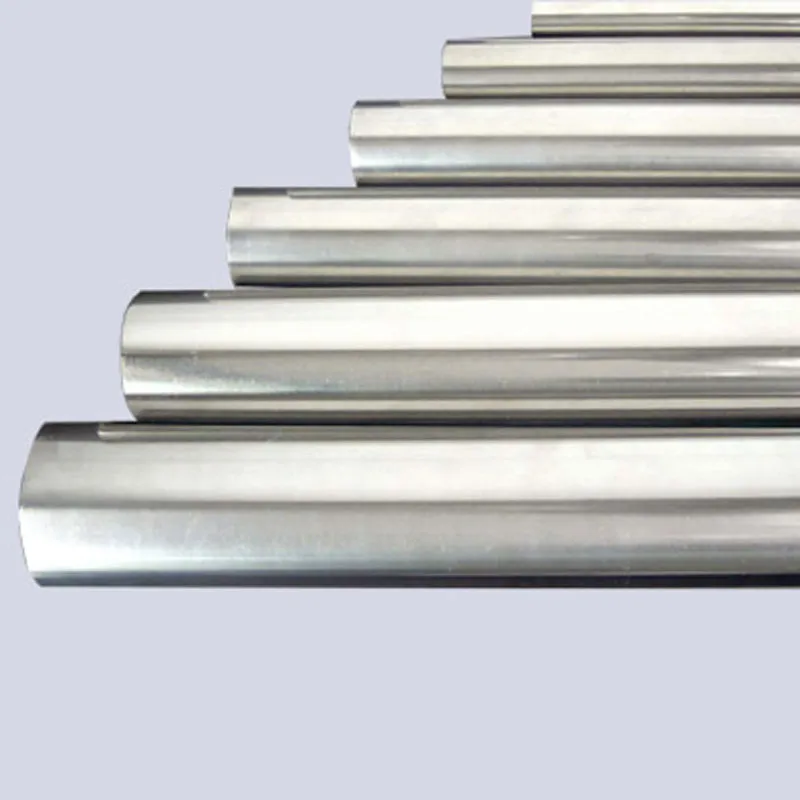
Тонкая бесшовная стальная труба
Когда слышишь ?тонкая бесшовная стальная труба?, первое, что приходит в голову многим — это просто труба с малой толщиной стенки. Но в реальности, особенно в энергетике и нефтегазовом оборудовании, здесь кроется масса нюансов, которые могут стоить проекта. Сам сталкивался с ситуациями, когда заказчик требовал ?просто тонкую трубу? для теплообменника, экономя на материале, а потом удивлялся, почему система не держит циклические нагрузки. Это не просто прокат, это расчёт на усталость, коррозионную стойкость и точность геометрии.
Что на самом деле значит ?тонкая? в промышленном контексте
В стандартах и в разговорах на производстве ?тонкостенность? — это не абсолютная величина. Для трубы диаметром 25 мм стенка 1.5 мм — это одно, а для трубы 150 мм — уже другое. Чаще смотрят на соотношение диаметра к толщине стенки. В энергетическом оборудовании, скажем, для систем подачи топлива или теплообменных аппаратов, часто требуются трубы с соотношением D/s более 30, а иногда и за 40. Это уже область, где обычный прокат не подходит — нужна особая чистота стали и контроль овальности.
Здесь часто возникает ловушка. Закупаешь тонкую бесшовную стальную трубу по хорошим стандартам, вроде ASTM A213 или ГОСТ 8732, но для конкретного применения — например, для змеевика печи — критична не только стойкость к давлению, но и сопротивление ползучести при длительном нагреве. Один раз пришлось переделывать партию именно из-за этого: труба прошла гидроиспытания, но в расчётах на долговременную прочность при 500°C запас оказался мизерным. Пришлось поднимать марку стали.
Поставщики, которые понимают эти тонкости, на вес золота. Вот, к примеру, АО Шаньдун Молун Нефтяное Машиностроение в своих решениях для энергетического оборудования часто акцентирует именно на подборе трубного проката под специфические параметры среды — не просто ?продаём трубы?, а предлагаешь расчёт и материал под задачу. Это видно по их проектам. На их сайте molong.ru в разделе продукции это прослеживается — упор на соответствие требованиям к оборудованию для энергетики, где мелочей нет.
Бесшовность — это не только отсутствие шва
Казалось бы, всё просто: нет продольного шва — нет слабого места. Но в случае с тонкостенными трубами сам процесс изготовления бесшовным методом (горячее или холодное деформирование) накладывает отпечаток на структуру металла. При холодной прокатке, которая часто используется для получения точных размеров и гладкой поверхности, возникает наклёп — упрочнение, но и снижение пластичности. Иногда это хорошо, иногда — нет.
Для монтажа трубопроводов с множеством отводов или для расширительных компенсаторов нужна определённая пластичность. Получается палка о двух концах: нужна точная геометрия и прочность, но и способность к некоторой деформации без разрушения. Здесь идёт постоянный баланс. Помню проект по модернизации системы сбора конденсата, где использовались тонкие бесшовные стальные трубы. При монтаже несколько труб дали микротрещины именно на гибе — материал оказался слишком ?жёстким? после обработки. Пришлось срочно искать партию с иными режимами термообработки.
Поэтому в техзадании теперь всегда отдельно оговариваю не только марку стали и размеры, но и желаемый метод производства и состояние поставки (отожжённые, нагартованные). Производители оборудования, которые сами занимаются комплексными поставками, как АО Шаньдун Молун, часто имеют отработанные цепочки с металлургами и могут гарантировать стабильность этих параметров от партии к партии, что для серийного производства энергооборудования критически важно.
Ключевые области применения и связанные с ними риски
Основные точки, где встречаешь эти трубы в энергетике — теплообменники, трубные пучки котлов, системы импульсных линий для КИП, трубопроводы высокого давления малого диаметра. В каждом случае — свои ?болевые точки?.
В теплообменниках главный враг — коррозия и эрозия. Тонкая стенка быстрее теряет расчётную толщину. Использование низколегированных сталей с добавками хрома и молибдена (типа 12ХМ, 15Х5М) — стандарт для средних температур. Но был случай на ТЭЦ, где из-за повышенного содержания хлоридов в теплоносителе даже такая сталь начала показывать точечную коррозию. Решение нашли в переходе на трубу из стали с повышенным содержанием молибдена, хотя это и удорожание. Это к вопросу о том, что универсальных решений нет.
Для импульсных линий, где давление может быть высоким, а диаметр маленьким (часто 6-10 мм), главное — чистота внутренней поверхности и отсутствие внутренних дефектов. Любая окалина или риска может забить импульсную линию или исказить показания датчика. Тут холоднодеформированные тонкие трубы вне конкуренции, но контроль качества должен быть на уровне — обязательна ультразвуковая или вихретоковая дефектоскопия каждой трубы, а не выборочная. Экономия на этом этапе приводит к огромным проблемам при пусконаладке.
Именно в таких сложных областях и важна репутация поставщика, который не просто продаёт металл, а понимает его конечное применение. Если смотреть на деятельность АО Шаньдун Молун Нефтяное Машиностроение, то их позиционирование как поставщика комплексных услуг для энергетической отрасли подразумевает, что они такие нюансы обязаны учитывать при комплектации своих аппаратов. Это добавляет уверенности при выборе.
Ошибки логистики и монтажа, которые сводят на нет качество трубы
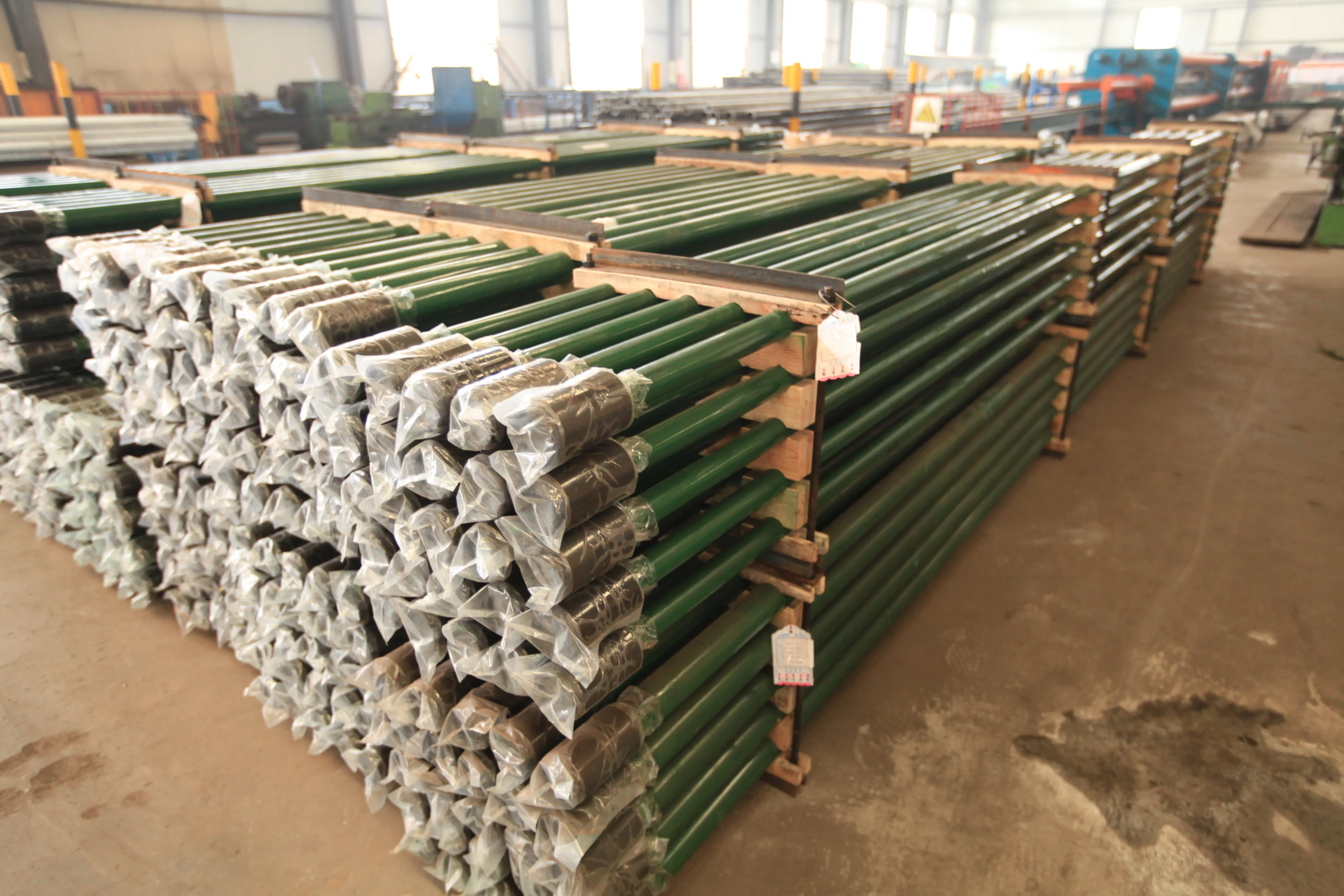
Можно купить идеальную трубу и испортить её на этапе доставки или установки. Для тонкостенных изделий это особенно актуально. Неправильная укладка в транспортном пакете, удары при разгрузке — и получаешь вмятины, которые не всегда видны невооружённым глазом, но создают концентраторы напряжения.
На одной из строек видел, как тонкостенные трубы для котла разгружали обычным краном ?на удавку?, без мягких стропов. В результате часть труб в середине пакета была деформирована. Приёмку не прошли, сроки сорвались. Теперь в спецификациях отдельным пунктом прописываю требования к упаковке, маркировке и способам разгрузки. Кажется мелочью, но это та самая ?последняя миля?, где всё может пойти наперекосяк.
При монтаже — та же история. Неаккуратная сварка, перегрев — и тонкая стенка прогорает или меняет структуру в зоне термического влияния. Требуется высокая квалификация сварщиков и правильный подбор присадок. Часто для тонких труб используют аргонодуговую сварку (TIG), чтобы минимизировать тепловложение. Это дороже и медленнее, но надёжнее.
Взгляд в будущее: материалы и требования ужесточаются
Тенденции очевидны: КПД энергооборудования растёт, параметры среды (температура, давление) увеличиваются, требования к экологии и безопасности ужесточаются. Всё это толкает к использованию более совершенных марок сталей для бесшовных стальных труб — аустенитных нержавеек, двухфазных сталей, сплавов на никелевой основе.
Но здесь возникает новый пласт проблем. Эти материалы часто сложнее в обработке, дороже и требуют совершенно иных протоколов сварки и контроля. Их применение для тонкостенных изделий — это вызов для металлургов. Однородность структуры, отсутствие дельта-феррита в нержавейке, точность размеров — всё это должно быть на высшем уровне.
Компании-производители оборудования, которые хотят оставаться на переднем крае, вынуждены вкладываться в исследования и партнёрства с металлургическими комбинатами. Способность предлагать не просто изделие, а материалное решение для экстремальных условий — вот что будет отличать лидеров. Судя по направлению деятельности АО Шаньдун Молун Нефтяное Машиностроение, стремящегося предоставлять качественную продукцию для сферы энергетического оборудования, они движутся именно по этому пути, где качество трубы — это не отдельная закупка, а часть инженерного расчёта всего аппарата.
В итоге, разговор о тонкой бесшовной стальной трубе — это никогда не разговор только о металлопрокате. Это разговор о системе: от выбора марки стали и метода производства до тонкостей монтажа и эксплуатации в конкретном агрегате. И понимание этой цепочки — то, что отличает специалиста от простого покупателя металла.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Поплавковый башмак и поплавковый воротник
Поплавковый башмак и поплавковый воротник -
 Штанги утяжеленные
Штанги утяжеленные -
 Устойчивые к CO2 и к H2S+CO2 коррозии насосно-компрессорные и обсадные трубы-HP 13Cr
Устойчивые к CO2 и к H2S+CO2 коррозии насосно-компрессорные и обсадные трубы-HP 13Cr -
 Циркуляционная головка
Циркуляционная головка -
 Трубные детали
Трубные детали -
 Задвижки
Задвижки -
 Насосы штанговые специальные
Насосы штанговые специальные -
 Клапаны обратные
Клапаны обратные -
 Насосно-компрессорные и обсадные трубы для низкотемпературных условий-ML125LT
Насосно-компрессорные и обсадные трубы для низкотемпературных условий-ML125LT -
 Подвесные устройства
Подвесные устройства -
 Обсадные трубы серии для термического способа добычи-ML125Н
Обсадные трубы серии для термического способа добычи-ML125Н -
 Трубы прочие
Трубы прочие



