

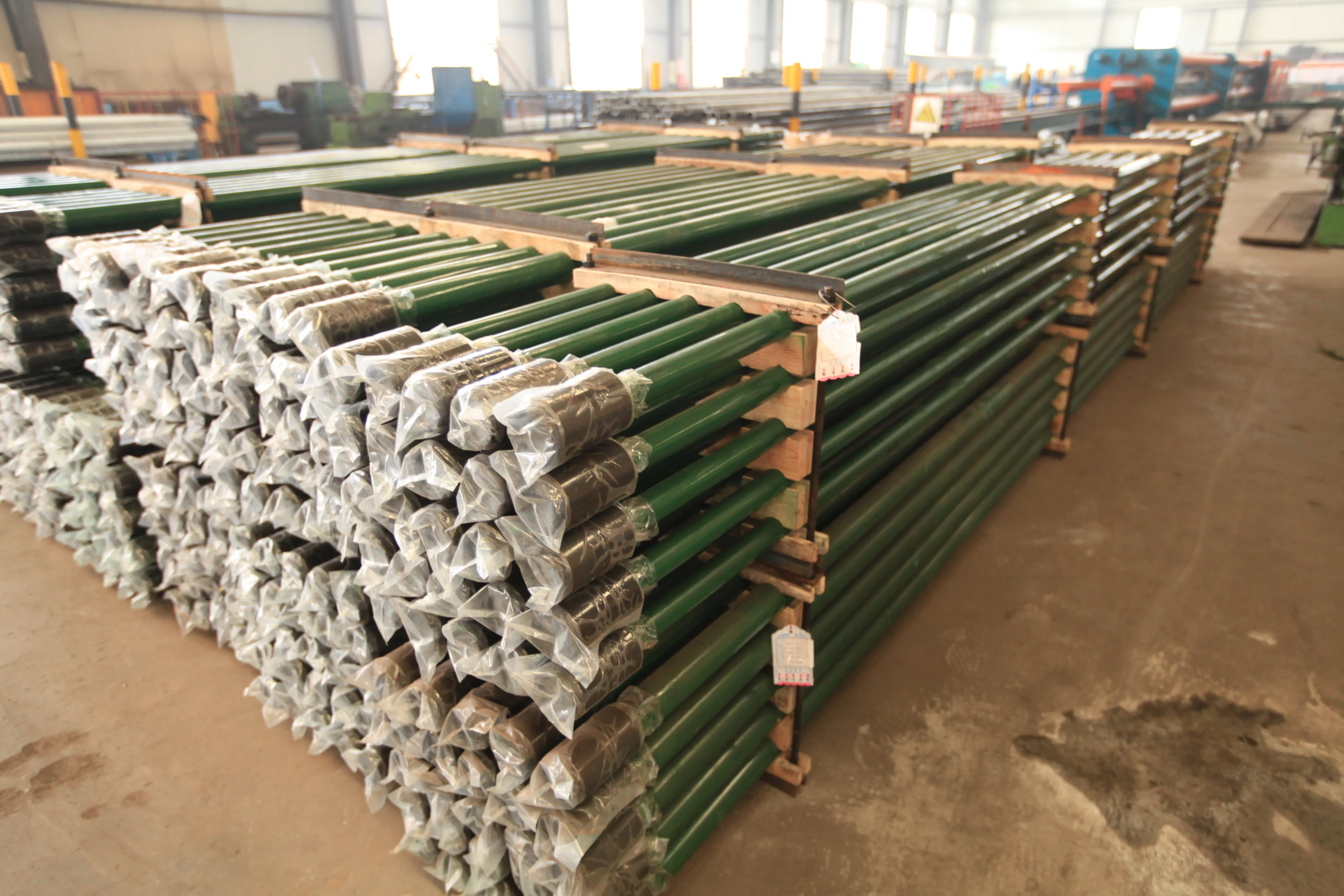
Трубы для гидравлических стоек
Когда говорят про трубы для гидравлических стоек, многие сразу думают просто о 'толстой трубе', но на деле это, пожалуй, один из самых недооценённых узлов в оснастке. Частая ошибка — считать, что главное здесь только давление и диаметр. На практике же, материал, обработка внутренней поверхности, даже способ крепления резьбы — всё это влияет на ресурс всей стойки. Сам видел, как на объекте стойка начала 'потеть' не из-за уплотнений, а из-за микротрещины в зоне перехода от трубы к фланцу, которую не увидеть при поверхностном осмотре. Вот об этих нюансах, которые не всегда пишут в техпаспортах, и хочется сказать.
Материал — это не просто 'сталь'
В спецификациях часто пишут 'сталь 45' или что-то подобное, но для гидравлических стоек, особенно в тяжёлых условиях, этого недостаточно. Важна именно история материала: как его варили, как гнули, как термообрабатывали. Например, для стоек, работающих в условиях вибрации (скажем, на буровых), критична усталостная прочность. Обычная труба, даже толстостенная, может не выдержать циклических нагрузок. Здесь нужны специальные марки, часто с добавками, которые повышают вязкость. Помню случай на одном из старых месторождений: ставили стойки с трубами из, казалось бы, хорошей стали, но через полгода пошли трещины. Разбирались — оказалось, материал был без нормализации после сварки, внутренние напряжения сделали своё дело.
Ещё один момент — внутренняя поверхность. Она должна быть не просто гладкой, а именно обработанной под определённую шероховатость. Слишком гладкая — масляная плёнка не держится как следует, слишком шероховатая — ускоряет износ уплотнений. Идеал где-то посередине, и это достигается не шлифовкой, а точным хонингованием. Многие производители экономят на этом этапе, и потом клиент мучается с частой заменой манжет.
Кстати, о коррозии. Оцинковка — не панацея для гидравлики. Внутри стойки циркулирует жидкость, и если покрытие где-то 'слетело', начинается ускоренная электрохимическая коррозия. На мой взгляд, надёжнее использовать трубы из коррозионно-стойких марок стали с последующей фосфатацией или подобной защитой. Это дороже, но в долгосрочной перспективе — дешевле.
Геометрия и соединения — где кроются проблемы
Казалось бы, труба — она и есть труба. Но соосность внутреннего канала и внешней поверхности, особенно в зонах подварки фланцев или крепления резьбовых втулок, — это 90% успеха. Если есть даже небольшой перекос, нагрузка распределяется неравномерно. Видел стойки, которые выходили из строя не из-за перегруза, а из-за того, что труба была немного 'бочкой'. Под давлением в этом месте возникали изгибающие моменты, которые никто не рассчитывал.
Резьба. Часто на неё не обращают внимания, покупая просто трубу с нарезанной резьбой. Но для гидравлических систем резьба должна быть не метрической, а трапецеидальной или специальной упорной. И важно, как она переходит в тело трубы. Резкий переход — концентратор напряжения. Нужен плавный радиус. Однажды пришлось разбирать аварию: сорвало верхнюю заглушку стойки. Причина — трещина пошли именно от первого витка резьбы, где был острый угол. Теперь всегда смотрю на этот узел в первую очередь.
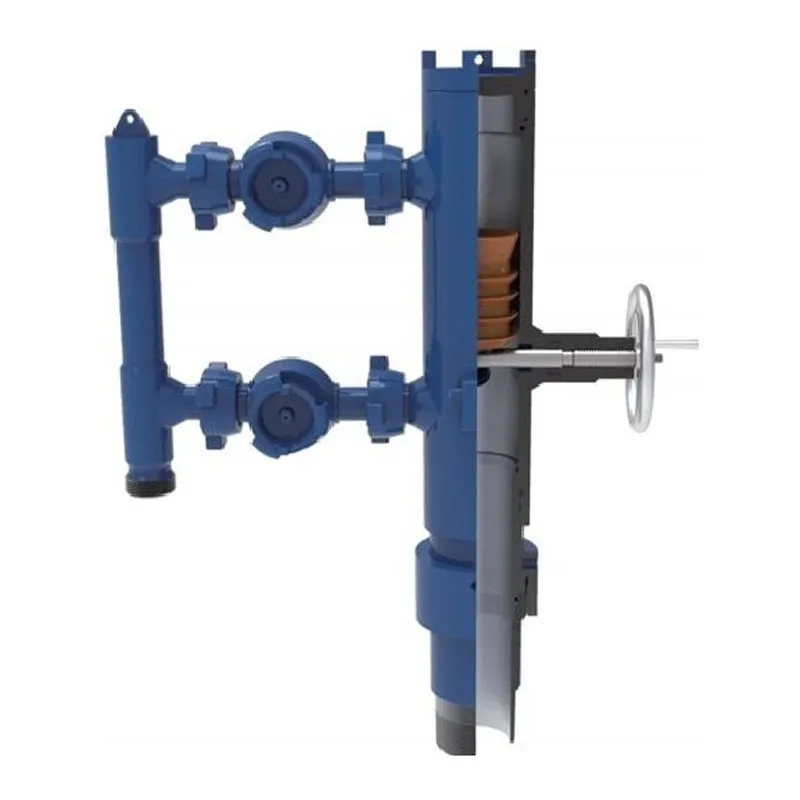
Сварные швы. Их обязательно нужно проверять не только на прочность, но и на структуру. Перегрев металла при сварке делает его хрупким в зоне термического влияния. Хороший производитель всегда проводит последующую термообработку сварного узла для снятия напряжений. К сожалению, это делают не все. Например, у АО Шаньдун Молун Нефтяное Машиностроение в своих процессах, судя по открытой информации, уделяют внимание полному циклу обработки, включая контроль сварных соединений, что для энергетической отрасли критически важно. Их подход как профессионального производителя оборудования виден в таких деталях.
Из практики: монтаж и эксплуатационные 'подводные камни'
Даже идеальная труба может быть убита неправильным монтажом. Самый частый грех — использование трубы как рычага при установке стойки. Её начинают 'поддомкрачивать' или бить по ней кувалдой для юстировки. Результат — микросколы на внутренней поверхности или деформация, которая потом ведёт к задирам поршня. Всегда нужно использовать специальные монтажные проушины, а не саму несущую трубу.
Ещё момент — чистота. При монтаже гидравлики внутрь системы не должна попасть даже пыль. А ведь часто трубы лежат на складе открыто, в них набивается песок. Перед установкой обязательна продувка и промывка специальной жидкостью. Пренебрежение этим — прямой путь к заклиниванию золотников и износу насоса. У нас был инцидент, когда после замены трубы на стойке система начала 'хандрить'. Вскрыли — в гидрораспределителе был абразивный осадок. Источник — новая, но непромытая труба.
Температурные расширения. В проекте часто закладывают стандартные допуски, но в реальности, например, в Сибири зимой или на Ближнем Востоке летом перепады температур огромны. Труба, жёстко закреплённая, может создать такое напряжение в креплениях, что те лопнут. Нужно либо предусматривать компенсаторы, либо использовать материалы с близким коэффициентом расширения к другим элементам конструкции. Это тонкости, которые приходят только с опытом эксплуатации в разных регионах.
Выбор поставщика: на что смотреть кроме цены
Цена за тонну трубы — это последний показатель, на который стоит смотреть. Первое — это наличие полного пакета документов: сертификаты на материал, протоколы испытаний (не только на разрыв, но и на ударную вязкость, усталость), отчёт о контроле сварных швов (лучше ультразвуковом или рентгеновском). Если поставщик эти документы предоставляет сразу и они подробные — это хороший знак.
Второе — технологические возможности. Может ли производитель не просто продать трубу, но и выполнить на ней сложную механическую обработку: нарезать точную резьбу, сделать фаски под определённым углом, нанести антикоррозионное покрытие? Часто выгоднее работать с компанией, которая делает всё 'под ключ', как та же АО Шаньдун Молун Нефтяное Машиностроение. Их сайт https://www.molong.ru показывает комплексный подход к производству оборудования для энергетики, что подразумевает и глубокую проработку таких компонентов, как трубы для стоек. Это не просто металлобаза, а именно производитель с инженерным отделом.
Третье — репутация и примеры работ. Полезно спросить, на каких объектах уже стоят их трубы для гидравлических стоек, можно ли пообщаться с эксплуатантами. Живой отзыв с месторождения или стройки дорогого стоит. Лично для меня такой диалог важнее красивых каталогов.
Неудачи как источник опыта
Признаюсь, не всё всегда было гладко. Был у нас проект, где решили сэкономить и заказали трубы у нового, малоизвестного поставщика. Цена была привлекательной, документы вроде были. Но когда получили партию, визуально было всё хорошо. Уже на объекте, после полугода работы, несколько стоек дали течь в одном и том же месте — по сварному шву у основания. Расследование показало, что при сварке использовался неправильный присадочный материал, и шов был слабее основного металла. Пришлось менять все трубы в партии, что вышло в разы дороже первоначальной 'экономии'. С тех пор принцип 'скупой платит дважды' для меня — не поговорка, а руководство к действию.
Другой случай связан с нестандартным размером. Нужна была труба с очень толстой стенкой под высокое давление. Стандартных таких не было. Один производитель взялся сделать, но, как выяснилось, у него не было оборудования для качественной термообработки такой массивной заготовки. В результате после закалки появились внутренние микротрещины. Их не обнаружили, трубы поставили. Через три месяца — отказ. Вывод: для нестандартных задач нужен проверенный партнёр с соответствующим опытом и оснасткой, тот, кто стремится предоставлять качественную продукцию, а не просто 'сделать и продать'.
Сейчас, оглядываясь назад, понимаешь, что надежность гидравлической стойки начинается именно с трубы. Это её основа, её позвоночник. Можно поставить самые дорогие насосы и клапаны, но если труба не выдерживает, вся конструкция бесполезна. Поэтому сегодня при выборе я трачу 70% времени на изучение именно этого компонента: его происхождения, изготовления и проверки. И советую всем, кто работает в этой сфере, делать то же самое. Мелочей здесь не бывает.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Клапаны обратные
Клапаны обратные -
 Насосы штанговые специальные
Насосы штанговые специальные -
 Специальная резьба серии ML-HTC
Специальная резьба серии ML-HTC -
 Зажимы для штанг гладких
Зажимы для штанг гладких -
 Специальная резьба серии MLC-2-HCHT для обсадных труб
Специальная резьба серии MLC-2-HCHT для обсадных труб -
 Затворы поворотные
Затворы поворотные -
 Направляющий башмак
Направляющий башмак -
 Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS
Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS -
 Цементировочная головка
Цементировочная головка -
 Обсадные трубы для глубоких скважин-ML150V
Обсадные трубы для глубоких скважин-ML150V -
 Специальная резьба серии MLT-2 для насосно-компрессорных труб
Специальная резьба серии MLT-2 для насосно-компрессорных труб -
 Устойчивые к CO2 и к H2S+CO2 коррозии насосно-компрессорные и обсадные трубы-HP 13Cr
Устойчивые к CO2 и к H2S+CO2 коррозии насосно-компрессорные и обсадные трубы-HP 13Cr
Связанный поиск
Связанный поиск- трубы из нержавеющей стали 316L
- Зажимы для гладких штанг
- Предохранительные клинья для бурильных труб
- обсадных труб бесшовная стальная труба горячего проката полая трубк
- X52 Трубы для магистральных трубопроводов
- Центраторы обсадных труб
- A179 Бесшовная труба
- Насосно-компрессорные трубы L80
- Трубы для гидравлических стоек
- Фасонный прокат



