

трубы из нержавеющей стали 316L
Вот пишу про трубы из нержавеющей стали 316L, и сразу вспоминается, сколько раз приходилось объяснять заказчикам разницу между маркой и реальным качеством. Все ищут 316L по стандарту, но когда начинаешь смотреть на химический анализ конкретной партии или, что ещё важнее, на состояние поверхности после сварки — вот тут и открывается настоящая картина. Многие думают, что раз марка правильная, то и всё в порядке. А на практике, особенно в энергетике, где работаем с коррозионными средами и перепадами, важны детали, которые в сертификате не всегда видны.
Почему именно 316L, а не просто 316 или 304?
Содержание углерода — это ключевой момент, который многие недооценивают. Буква ?L? в маркировке означает low carbon, то есть пониженное содержание углерода. Зачем это нужно? Чтобы минимизировать выделение карбидов хрома по границам зёрен при сварке. Если этого не сделать, в зоне термического влияния резко падает коррозионная стойкость. Видел случаи, когда трубы, заявленные как 316L, но от непроверенного поставщика, начинали проявлять признаки межкристаллитной коррозии именно в сварных швах после полугода работы в среде с хлоридами. Это не мгновенный провал, а медленная деградация, которая в итоге приводит к утечкам и дорогостоящему ремонту.
Ещё один нюанс — молибден. В 316L его должно быть не менее 2,1-2,3%. Именно молибден даёт ту самую повышенную стойкость к точечной коррозии и щелевой коррозии в агрессивных средах, например, в морской воде или в некоторых технологических потоках в энергетике. Но здесь тоже есть подводные камни: если переплавить лом с непонятным составом, содержание молибдена может ?гулять?. Поэтому всегда настаиваю на просмотре заводских сертификатов не просто на партию, а на плавку. Без этого — никак.
И да, про температуру эксплуатации. Часто спрашивают, можно ли использовать 316L для высокотемпературных участков. В целом — да, но с оговорками. При длительном нагреве выше 450-500°C всё равно возможно выделение сигма-фазы, что делает материал хрупким. Это не частая ситуация в типовых трубопроводах, но если речь идёт о линиях продувки или обвязке теплообменников, где возможны локальные перегревы, — об этом нужно помнить. Не раз сталкивался с тем, что проектировщики просто ставят марку, не вникая в реальный температурный профиль.
Сварка — место, где теория расходится с практикой
Говорить о трубах из нержавеющей стали 316L без подробного разбора сварки — это просто теория. Самый критичный процесс. Использовать нужно соответствующие присадочные материалы, например, ER316L. Но даже с правильной проволокой можно всё испортить, если не контролировать тепловложение. Слишком большой ток или медленная скорость сварки приводят к перегреву зоны и, как следствие, к тому самому обеднению хромом по границам, которого мы как раз и стараемся избежать, выбирая ?L?-версию.
Защита шва с обратной стороны — обязательна. Продувка аргоном. Экономия на этом этапе — прямой путь к окислению корня шва и потере коррозионных свойств изнутри трубы. Внутренний дефект потом не увидишь, пока не случится проблема. У нас был проект, где подрядчик сэкономил на продувке для сложного поворотного стыка. Визуально шов был идеален, но через год эксплуатации в системе с горячей обессоленной водой появились точечные протечки именно по линии корня шва. Вскрытие показало рыхлую, окисленную структуру.
И постобработка. Зачистка швов, пассивация. После сварки на поверхности остаётся так называемая ?окалина? и зона с нарушенным составом. Если её не убрать механически (щётками из нержавейки, не стальными!) и не провести пассивацию азотной кислотой, это место станет анодом в гальванической паре и будет корродировать первым. Часто этим этапом пренебрегают в погоне за сроками, а потом удивляются локальной коррозии на красиво сделанном трубопроводе.
Контроль качества: от документации до ультразвука
Сертификат — это только начало. Настоящая работа начинается с входящего контроля. Проверка геометрии, толщины стенки, визуальный осмотр поверхности на отсутствие закатов, рисок. Особенно важно для бесшовных труб. Однажды получили партию, где на внутренней поверхности была едва заметная продольная риска. Заказчик был готов принять, но мы настояли на выборочной резке. Оказалось, глубина царапины местами доходила до 10% от толщины стенки — это потенциальный концентратор напряжений и место для начала коррозии. Партию забраковали.
Неразрушающий контроль сварных соединений — отдельная песня. Визуальный и измерительный контроль (ВИК), капиллярный контроль (ПВК) или ультразвуковой (УЗК). Для ответственных линий, работающих под давлением, часто требуется 100% УЗК стыков. Но УЗК для нержавейки — это высший пилотаж. Крупнозернистая структура аустенитной стали сильно рассеивает ультразвук, сложно отличить реальный дефект от структурного шума. Нужны специальные настройки дефектоскопа и очень опытный оператор. Без этого можно пропустить непровар или трещину.
Гидравлические испытания. Казалось бы, рутина. Но и здесь есть нюанс для 316L. Вода для испытаний должна быть чистой, с низким содержанием хлоридов. Идеально — деионизированная. Потому что если залить обычную водопроводную воду и оставить её в трубах на несколько дней, можно получить точечную коррозию ещё до ввода в эксплуатацию. После испытаний систему нужно полностью осушить. Это базовое правило, которое, увы, иногда нарушают.
Практический кейс и работа с производителями
Вот, к примеру, пришлось работать над проектом обвязки системы охлаждения на одной электростанции. Среда — оборотная вода с добавками ингибиторов, но всё равно достаточно агрессивная. Заказчик изначально рассматривал более дешёвые варианты, но после консультаций остановился на трубах из нержавеющей стали 316L. Ключевым был вопрос поставщика. Нужен был не просто склад, а производитель, который контролирует весь цикл — от выплавки до выпуска готовых изделий и может предоставить полный пакет документов.
В этом контексте вспоминается компания АО Шаньдун Молун Нефтяное Машиностроение (https://www.molong.ru). Они позиционируют себя как профессионального производителя оборудования и поставщика услуг для энергетической отрасли. В чём их практическая ценность для специалиста по материалам? Они работают не с абстрактным металлопрокатом, а именно с инженерными решениями для энергетики. Это значит, что их технические специалисты обычно понимают разницу между ?просто трубой? и трубой, которая должна проработать десятилетия в конкретных условиях. Их сайт — это не просто каталог, там часто есть технические разделы, что уже говорит об ориентированности на диалог с инженерами, а не только с закупщиками.
Работая с такими поставщиками, как Молун, важно обсуждать не только цену и сроки, но и детали: возможность получения сертификатов по конкретным плавкам, условия проведения испытаний на заводе-изготовителе, опыт поставок для аналогичных проектов. В случае с трубой 316L это критично. Потому что купить можно где угодно, но получить гарантированное качество, подкреплённое пониманием конечного применения, — это уже другой уровень.
О чём ещё стоит подумать, но часто забывают
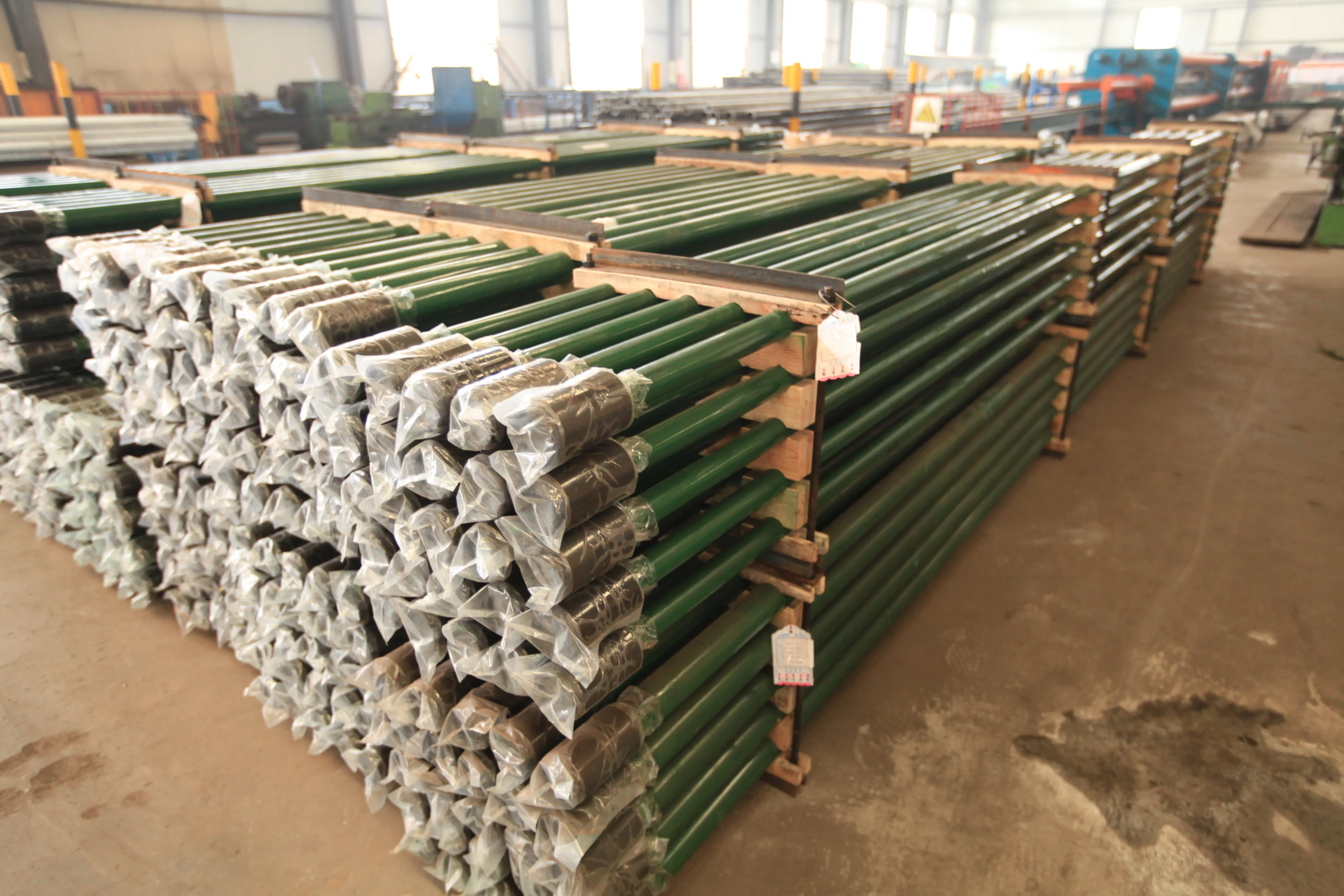
Монтаж и хранение. Нержавейка — не значит ?неубиваемая?. До монтажа трубы нужно правильно хранить — в крытых складах, отдельно от черных металлов, чтобы не было контакта и переноса частиц железа (железной контаминации). Эти частицы на поверхности позже вызовут ржавчину. При монтаже — использовать отдельный, чистый инструмент, стропы с мягкими защитными чехлами. Сколько раз видел, как красивые трубы царапали обычными стальными тросами или валялись на земле рядом с углеродистыми заготовками.
Системная совместимость. Труба 316L — это один элемент системы. Нужно смотреть на фланцы, фитинги, арматуру. Они должны быть из совместимого материала. Нельзя ставить арматуру из обычной стали или из нержавейки другой марки (например, 304) на трубопровод из 316L в агрессивном контуре — возникнет гальваническая пара. И корродировать будет более активный материал, но часто коррозия концентрируется именно в зоне соединения, ослабляя его.
И последнее — не стоит абсолютизировать. 316L — отличная, универсальная марка, но не панацея. Для сред с очень высоким содержанием хлоридов при повышенных температурах может потребоваться более стойкий сплав, например, с добавлением азота (316LN) или даже дуплексная сталь. Выбор всегда должен быть основан на детальном анализе рабочей среды (химия, температура, давление, наличие застойных зон), а не на принципе ?поставим самую лучшую из известных?. Иногда это приводит к неоправданному удорожанию, а иногда, наоборот, к недостаточной стойкости. Всё упирается в грамотный инжиниринг и понимание, что происходит внутри этой самой трубы.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
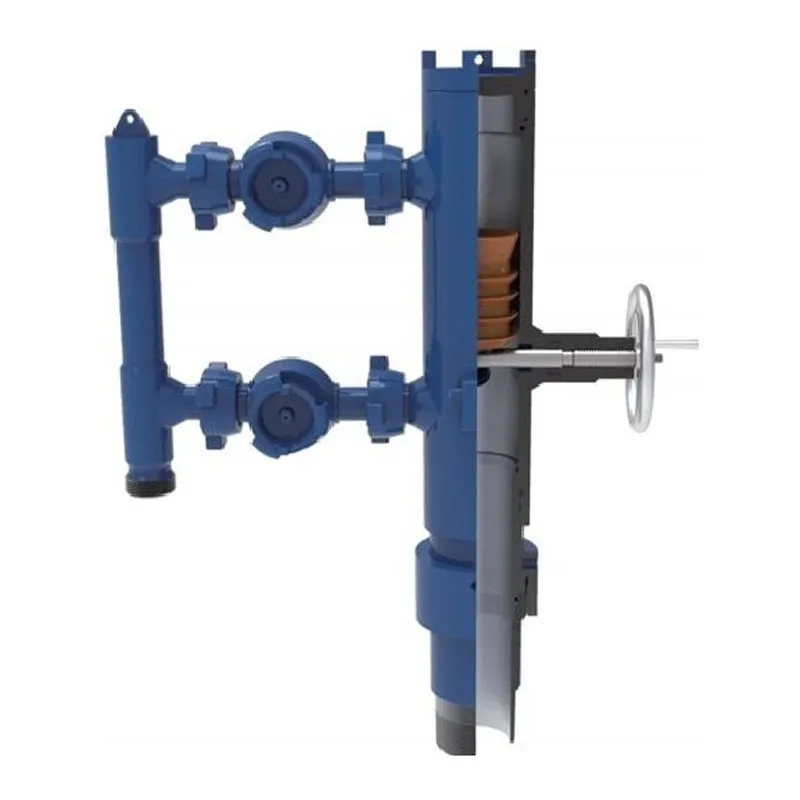 Цементировочная головка
Цементировочная головка -
 Специальная резьба серии MLC-1 для обсадных труб
Специальная резьба серии MLC-1 для обсадных труб -
 Стопорное кольцо
Стопорное кольцо -
 Затворы поворотные
Затворы поворотные -
 Поплавковый башмак и поплавковый воротник
Поплавковый башмак и поплавковый воротник -
 Центратор обсадной колонны
Центратор обсадной колонны -
 Насосы штанговые специальные
Насосы штанговые специальные -
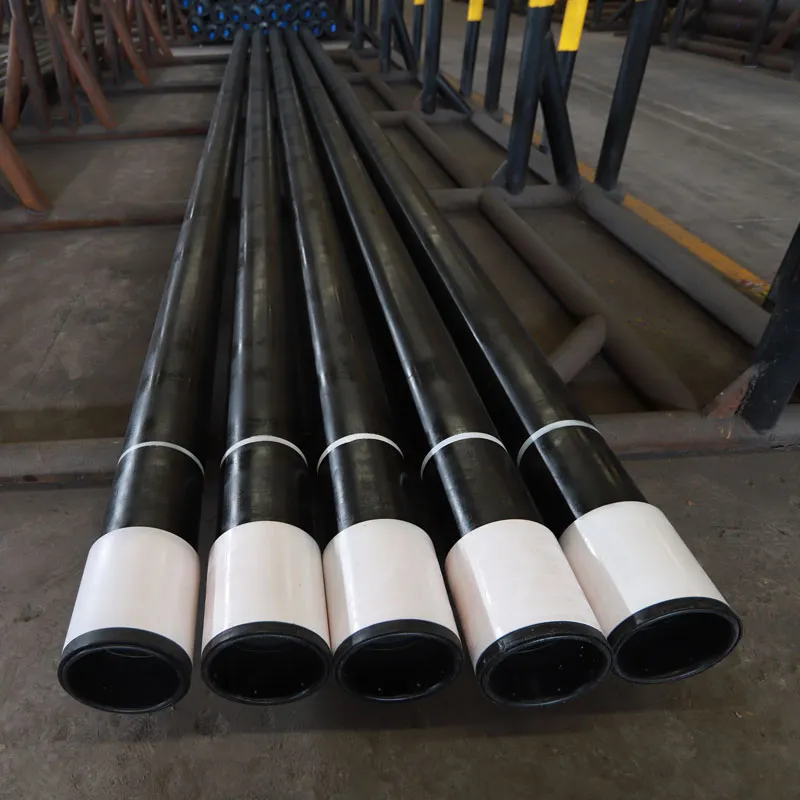
 Трубы магистральные API
Трубы магистральные API -
 Цементировочная пробка
Цементировочная пробка -
 Специальная резьба серии MLT-2 для насосно-компрессорных труб
Специальная резьба серии MLT-2 для насосно-компрессорных труб -
 Специальная резьба серии ML-GC
Специальная резьба серии ML-GC -
 Штанги насосные сверхвысокой прочности
Штанги насосные сверхвысокой прочности
Связанный поиск
Связанный поиск- Роликовые центраторы
- Бесшовные стальные трубы
- Утяжеленные бурильные трубы
- API 5CT Трубопровод для нефтяных и газовых скважин
- труба из нержавеющей стали авито
- API 5L спиральная сварная труба из углеродистой стали
- Сварные фланцы
- трубы из нержавеющей стали 316
- Бесшовные стальные трубы для газовых баллонов
- Запорные клапаны



