

Трубы с покрытием
Вот что сразу скажу: когда слышишь ?трубы с покрытием?, первое, что приходит в голову непосвященному — это какая-то волшебная броня, которая раз и навсегда решит все проблемы с коррозией. На деле же, это целая история с нюансами, где выбор покрытия часто зависит не от каталога, а от того, какая грязь будет липнуть к трубе в конкретном районе Западной Сибири или на морском шельфе. Многие заказчики до сих пор грешат тем, что экономят на подготовке поверхности, а потом удивляются, почему эпоксидное покрытие отслоилось через полгода. Будем разбираться без прикрас.
Что на самом деле скрывается за термином?
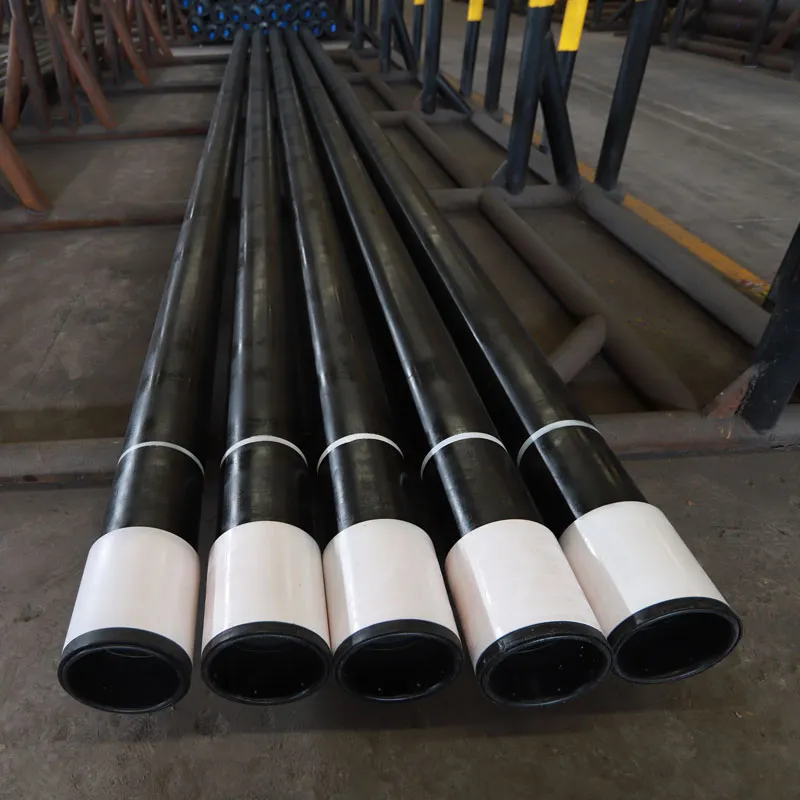
Покрытие — это не просто слой краски. Это система. Если брать, к примеру, трубы с покрытием для магистральных нефтепроводов, то там речь идет о многослойной структуре: часто это эпоксидный праймер, адгезив и поверх — полиэтиленовая оболочка. Но вот в чем загвоздка: технология нанесения у разных производителей может отличаться кардинально. Я видел линии, где подготовка стали идет дробеструйной очисткой до Sa 2?, и это действительно чистое металлическое блестящее полотно. А бывает, что экономят, чистят лишь до St 3, и адгезия, естественно, страдает.
Здесь стоит упомянуть АО Шаньдун Молун Нефтяное Машиностроение. На их сайте (molong.ru) можно увидеть, что компания позиционирует себя как профессионального поставщика для энергетической отрасли. В контексте труб это важно, потому что энергетика — это не только трубы, но и понимание комплексных требований к долговечности. Их подход к трубам с покрытием, судя по некоторым техническим решениям, часто строится на адаптации к агрессивным средам, что для наших северных месторождений критично.
Личный опыт: однажды пришлось принимать партию труб с трехслойным полиэтиленовым покрытием (3LPE). Вроде бы все по ГОСТу, сертификаты в порядке. Но при монтаже в условиях вечной мерзлоты, когда трубу приходилось немного ?гнуть? при укладке, на одном из стыков проявились микротрещины в верхнем слое. Это не брак, это — несоответствие гибкости покрытия реальным монтажным нагрузкам. Пришлось на месте усиливать термоусадками, что увеличило сроки. Вывод: спецификация на бумаге и поведение материала в поле — две большие разницы.
Эпоксидка против полимеров: вечный спор
Часто стоит выбор: эпоксидное покрытие (FBE) или полиолефины (PE, PP). FBE — отличная адгезия к металлу, но боится механических повреждений при транспортировке. Помню историю на одном из складов в ХМАО: трубы с FBE привезли, разгрузили обычным краном, без мягких строп — и вот тебе, целые участки покрытия сточены до металла. Пришлось организовывать полевую ремонтную станцию, что влетело в копеечку.
Полиэтилен, особенно сшитый, куда более стоек к ударам. Но здесь своя засада — адгезия. Если слой адгезива между эпоксидным праймером и PE нанесен с нарушением температурного режима, может произойти отслоение, которое проявится только после засыпки трубы грунтом, под давлением. Проверять это потом — караул. Поэтому сейчас многие, в том числе и такие производители, как АО Шаньдун Молун, делают ставку на комбинированные и гибридные системы, пытаясь совместить плюсы обоих типов.
Есть еще один нюанс — температурный диапазон. Для обычного PE верхний предел — это около +60°C. Если речь идет о горячем трубопроводе, например, для передачи теплоносителя, тут уже нужен полипропилен (PP) или модифицированные составы. Мы как-то закладывали трубы с покрытием PP для проекта на Камчатке, где был важен и температурный режим, и стойкость к абразивному износу от вулканического песка. Работало, но стоимость метра была существенно выше.
Подготовка поверхности — это 80% успеха
Можно купить самое дорогое и инновационное покрытие, но если сталь подготовлена кое-как, все пойдет насмарку. Стандарт Sa 2? — это must have. Но я видел объекты, особенно в период авралов, где эту очистку пытались заменить более грубой, лишь бы побыстрее. Результат — через пару лет начинаются точечные вспучивания, а потом и свищи. Контролировать этот этап на производстве — задача инженера ОТК, но часто контроль ослабевает в погоне за планом.
Интересно, что некоторые технологии, которые продвигают производители оборудования, например, те же решения от АО Шаньдун Молун Нефтяное Машиностроение, включают в себя не просто продажу труб, а рекомендации по полному циклу, включая подготовку и нанесение. На их сайте (molong.ru) в разделе услуг это прослеживается — стремление предоставлять комплекс. На практике это означает, что они могут поставить не просто трубу, а технологическую линию или, как минимум, четкие инструкции по ее обработке. Для крупного проекта это иногда важнее, чем скидка на саму продукцию.
Из практики: на одном из перевалочных терминалов использовали трубы с заводским покрытием. Но при резке и сварке на месте торцы оставались незащищенными. Полевое нанесение покрытия на сварные швы — это отдельная наука. Если не выдержать влажность и температуру при нанесении термоусаживаемых муфт или жидких составов, образуется очаг коррозии. Мы начинали с контроля только основного ствола, а потом пришлось разрабатывать целый регламент по защите стыков, учиться работать с переносными установками индукционного нагрева.
Контроль качества: недоверие как метод
Приемка — это святое. Помимо стандартных проверок толщины покрытия гребенкой и адгезии методом решетчатого надреза (cross-cut test), есть куча подводных камней. Например, контроль пористости эпоксидного слоя с помощью детектора праздников (holiday detector). Напряжение нужно выставлять в зависимости от толщины покрытия, иначе можно либо пропустить дефект, либо ?прожечь? нормальный участок. Бывало, что поставщик присылал трубы с идеальными цифрами в паспорте, а наш дефектоскопщик находил цепочку микропор, невидимых глазу.
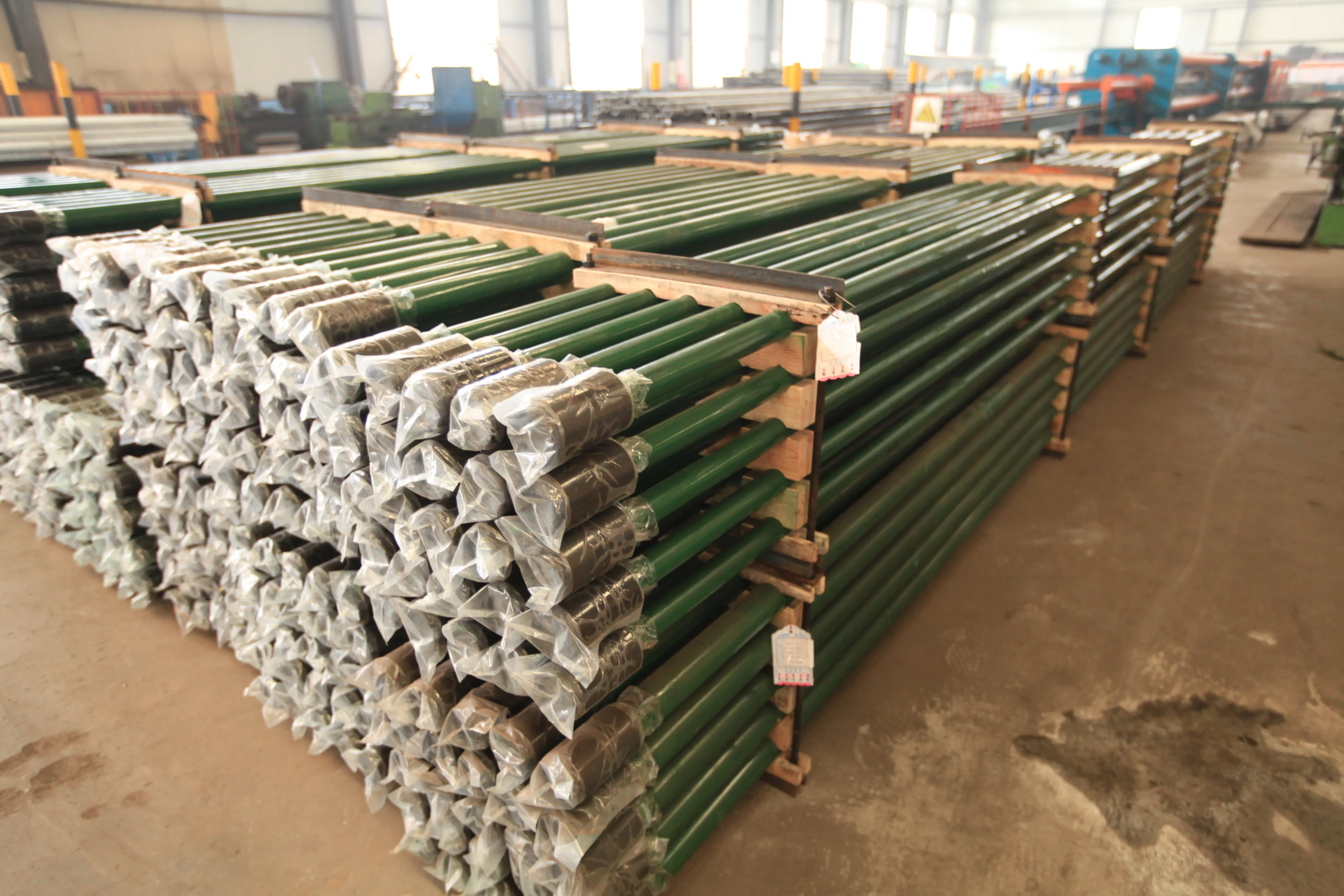
Еще один момент — старение покрытия до монтажа. Трубы могут месяцами лежать на приобъектовом складе под солнцем и дождем. Ультрафиолет для многих полимеров губителен. Сейчас некоторые составы включают УФ-стабилизаторы, но это нужно уточнять отдельно. Мы как-то получили партию, которая полгода пролежала в Новом Уренгое, и при монтаже заметили, что покрытие стало более хрупким. Хорошо, что успели до укладки в траншею — усилили рискованные участки.
В этом плане надежнее работать с поставщиками, которые несут ответственность за весь жизненный цикл, а не просто отгружают продукцию со склада. Если судить по описанию деятельности АО Шаньдун Молун как поставщика услуг для энергетического оборудования, их логика как раз на это и направлена. Качественная продукция — это та, которая не только соответствует ТУ на выходе с завода, но и доживает до следующего капремонта без аварий.
Экономика против долговечности: где баланс?
Заказчик всегда хочет сэкономить. И часто экономия начинается с покрытия — мол, это не труба, это всего лишь ?обертка?. Это самое опасное заблуждение. Стоимость замены участка трубопровода из-за коррозии в разы превышает разницу в цене между обычным и усиленным покрытием. Считайте не стоимость метра трубы на складе, а стоимость метра, уложенного в землю и введенного в эксплуатацию, с учетом всех рисков.
Иногда выгоднее выглядит вариант с оцинковкой или даже с металлизацией (напылением цинка или алюминия), особенно для надземных переходов или в цехах. Но это уже другая история, хотя тоже относится к трубам с покрытием. У каждого решения своя ниша. Смешивать их — ошибка.
Итог мой, как практика, простой: не существует универсального ?лучшего? покрытия. Есть правильно подобранное под конкретную среду, способ укладки и бюджет на весь срок службы. Нужно задавать поставщикам, будь то АО Шаньдун Молун или любой другой, неудобные вопросы: как поведет себя покрытие при температуре -50°C? А при контакте с талыми водами с высоким содержанием солей? Что будет со стыком через 10 лет? Их готовность дать подробный, а не шаблонный ответ, и есть первый признак серьезного подхода. А остальное проверяется уже на промысле, к сожалению, иногда методом проб и ошибок.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Обсадные трубы серии для термического способа добычи-ML125Н
Обсадные трубы серии для термического способа добычи-ML125Н -
 Муфты для штанг насосных (гладких)
Муфты для штанг насосных (гладких) -
 Поплавковый башмак и поплавковый воротник
Поплавковый башмак и поплавковый воротник -
 Ступенчатый воротник (разделительная муфта)
Ступенчатый воротник (разделительная муфта) -
 Нефтяные качалки
Нефтяные качалки -
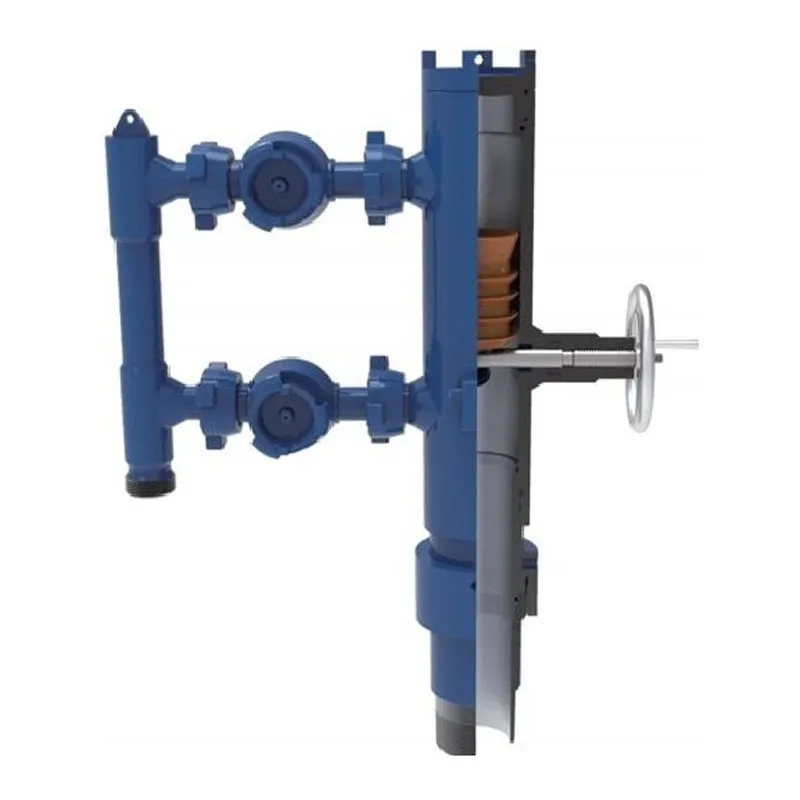
 Инструмент для цементирования скважин
Инструмент для цементирования скважин -
 Стопорное кольцо
Стопорное кольцо -
 Насосы штанговые специальные
Насосы штанговые специальные -
 Специальная резьба серии ML-FJ
Специальная резьба серии ML-FJ -
 Зажимы для штанг гладких
Зажимы для штанг гладких -
 Специальная резьба серии MLC-2-HCHT для обсадных труб
Специальная резьба серии MLC-2-HCHT для обсадных труб -
 Центратор обсадной колонны
Центратор обсадной колонны



