

Фасонный прокат
Когда говорят про фасонный прокат, многие сразу представляют швеллеры да двутавры. Но в нашем деле, особенно когда речь заходит о специфике для нефтянки, всё куда тоньше. Частая ошибка — считать, что подойдёт любой профиль из каталога. На деле же, особенно для нестандартных узлов буровых установок или элементов обвязки, приходится погружаться в нюансы, которые в теории кажутся мелочью, а на практике выливаются в проблемы с монтажом или, что хуже, в преждевременный износ.
Что на самом деле скрывается за термином
Вот берём мы, к примеру, проект по модернизации системы крепления. Конструктор присылает чертёж, а там — профиль сложной геометрии, с внутренними полками под определённым углом. Это не просто ?гнутый лист?, это именно фасонный прокат, который должен выдерживать не только статическую нагрузку, но и постоянную вибрацию. И здесь первый подводный камень: механические свойства. Мало получить нужную форму, нужно, чтобы металл в углах и на изгибах не потерял своих характеристик после горячей или холодной формовки.
Была у нас история с кронштейнами для насосных агрегатов. Заказали партию по, казалось бы, стандартным ТУ. Форма идеальная, размеры в допуске. Но при монтаже началось — трещины по сварному шву в зоне перехода от полки к стенке. Оказалось, проблема в структуре металла именно в месте гибки, которую поставщик не проконтролировал как следует. Пришлось возвращаться к самому началу, к анализу технологии прокатки и последующей термообработки именно для нашего случая нагрузки.
Отсюда и главный вывод: для энергетического и нефтяного оборудования фасонный прокат — это всегда индивидуальный расчёт. Нельзя просто взять аналог. Нужно понимать весь путь: марка стали, способ производства (непрерывная литая заготовка или что-то ещё), условия последующей обработки и, что критично, условия конечной эксплуатации — будет ли это мороз Заполярья или агрессивная среда морской платформы.
Опыт сотрудничества с профильными производителями
Когда работаешь над крупными проектами, важна не только твоя собственная компетенция, но и способность найти надёжного партнёра-изготовителя. Мы, в АО Шаньдун Молун Нефтяное Машиностроение, как производитель оборудования для энергетической отрасли, часто выступаем в роли такого связующего звена между инженерным замыслом и металлургическим производством. Наша задача — перевести требования конструкторов на язык технологов прокатного стана.
Здесь есть тонкий момент. Многие металлургические комбинаты ориентированы на крупносерийный выпуск. А нам порой нужны штучные, но сложные профили для опытного образца или ремонтного комплекта. Найти того, кто согласится ?поковыряться? с настройкой клетей на небольшой объём — это уже половина успеха. Мы наработали определённые связи с заводами, которые понимают специфику нефтяного машиностроения и готовы идти на диалог по техпроцессу.
Например, для одного из наших проектов по шламовым насосам потребовался особый профиль для усиления корпуса — что-то среднее между угловой сталью и швеллером с неравными полками. Сделали несколько итераций с заводом: сначала пробная партия из более мягкой стали для проверки формы, затем уже финальная из расчётной марки. Это время, но оно того стоит, чтобы избежать проблем на этапе сборки и испытаний.
Практические сложности: от склада до монтажной площадки
Допустим, профиль изготовлен и отгружен. Казалось бы, дело сделано. Ан нет. Логистика и складирование фасонного проката нестандартной формы — отдельная головная боль. Как его правильно уложить, чтобы не повело от собственного веса? Как маркировать, чтобы на объекте, где может быть несколько похожих, но всё же разных профилей, не перепутали?
Учились на своих ошибках. Однажды для монтажа на удалённой площадке отгрузили партию длинномерных гнутых профилей. Упаковали стандартно, как уголок. В итоге при разгрузке обнаружили несколько штук с остаточной деформацией — их просто ?зажало? в пачке при транспортировке. Теперь для сложных форм разрабатываем индивидуальные деревянные прокладки и крепления, даже если это удорожает перевозку на копейки. Дешевле, чем потом резать и везти заново.
Ещё один момент — подготовка к сварке. Кромка у такого проката часто требует дополнительной механической обработки под конкретный тип шва. Если на чертеже не заложили этот припуск, или поставщик его не обеспечил должной чистоты реза, всё ложится на плечи наших сварщиков на месте. А это ручная зачистка, лишнее время, риск человеческого фактора. Поэтому теперь в техзаданиях мы отдельным пунктом прописываем требования к состоянию кромки, особенно для ответственных соединений.
Взгляд в будущее: кастомизация и цифровые модели
Сейчас всё больше говорят о цифровых двойниках оборудования. Это напрямую касается и фасонного проката. Раньше мы работали с 2D-чертежами, сейчас всё чаще получаем 3D-модель узла, где профиль — это уже не просто сечение с размерами, а полноценная часть сборки. Это, с одной стороны, упрощает жизнь — можно сразу увидеть пересечения, зазоры. С другой — требует от нас, как от производителя, ещё более тесной интеграции с этапом проектирования.
Мы в АО Шаньдун Молун постепенно перестраиваем процессы. Инженер, получая модель, может сразу провести предварительный анализ напряжений в конкретном профиле, ещё до заказа металла. Это позволяет на ранней стадии скорректировать форму, предложить, например, добавить небольшое ребро жёсткости или, наоборот, облегчить сечение там, где запас прочности избыточен. Экономия материала и повышение надёжности идут рука об руку.
Тенденция, которую я наблюдаю, — это запрос на полную кастомизацию. Не ?дайте нам профиль номер 5 из вашего каталога?, а ?нам нужен профиль, который будет идеально работать вот в этих конкретных условиях, спроектируйте и изготовьте его?. И здесь наше преимущество как компании, глубоко погружённой в отрасль, — мы понимаем эти условия изнутри. Мы можем не просто продать металл, а предложить инженерное решение, где правильный фасонный прокат является его ключевой, но не единственной частью.
Заключительные мысли: суть не в форме, а в функции
В итоге, размышляя о роли фасонного проката, возвращаешься к простой истине: это не просто заготовка. Это функциональный элемент, от геометрии и качества которого напрямую зависит работа более крупного и сложного агрегата. Можно иметь прекрасные насосы или компрессоры, но если несущая рама или кронштейны сделаны из неподходящего или плохо изготовленного профиля, вся система будет уязвима.
Опыт, который мы накопили, работая над проектами в энергетической сфере, учит смотреть на вещи комплексно. Выбор или разработка профиля — это всегда компромисс между стоимостью, сроком изготовления, технологичностью монтажа и, в конечном счёте, долговечностью. Не бывает идеального решения на все случаи, но бывает оптимальное для конкретной задачи. И его поиск — это и есть наша ежедневная работа.
Поэтому когда к нам обращаются с запросом на оборудование или услуги, мы всегда смотрим чуть глубже, в его ?скелет?. Потому что качество начинается с основ, а в машиностроении часто эти основы буквально отлиты и прокатаны в конкретные, нужные формы.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Специальная резьба серии MLT-1 для насосно-компрессорных труб
Специальная резьба серии MLT-1 для насосно-компрессорных труб -
 Специальная резьба серии ML-CS
Специальная резьба серии ML-CS -
 Штанги насосные
Штанги насосные -
 Трубы для газовых баллонов
Трубы для газовых баллонов -
 Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS
Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS -
 Задвижки
Задвижки -
 Зажимы для штанг гладких
Зажимы для штанг гладких -
 Штанги утяжеленные
Штанги утяжеленные -
 Трубы котельные
Трубы котельные -
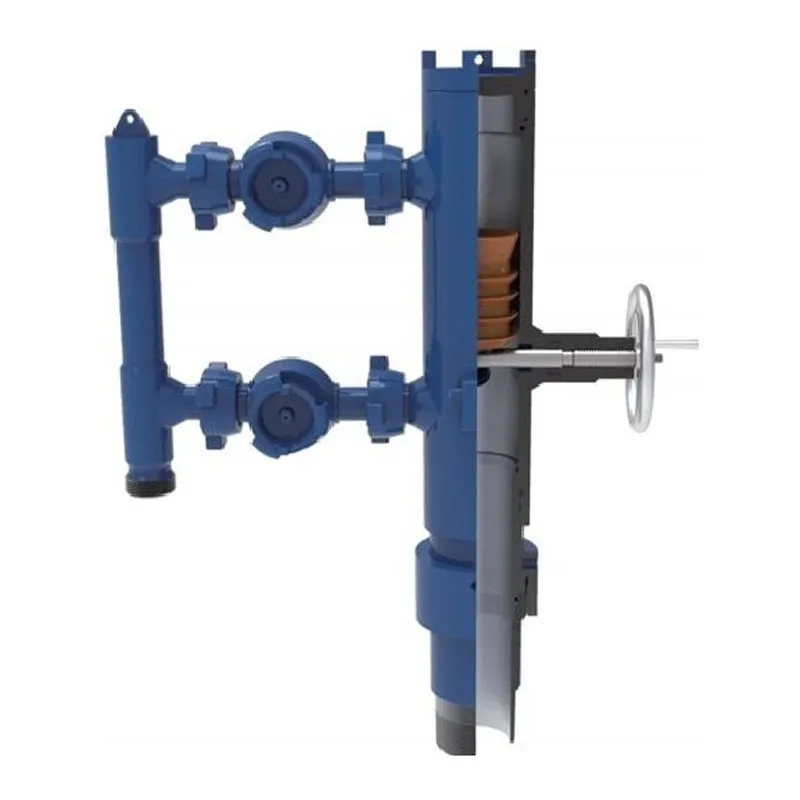
 Ступенчатый воротник (разделительная муфта)
Ступенчатый воротник (разделительная муфта) -
 Специальная резьба серии ML-GC
Специальная резьба серии ML-GC -
 Специальная резьба серии ML-FJ
Специальная резьба серии ML-FJ



