

Четырехходовые головки насосно-компрессорных труб
Когда говорят про четырехходовые головки насосно-компрессорных труб, многие сразу думают о патрубках и резьбах. Но если копнуть глубже, особенно после лет на скважинах, понимаешь — суть не в количестве ходов, а в том, как эта штуковина держит удар при переменных нагрузках и в какой момент ты начинаешь проклинать все на свете из-за протечки в самом неподходящем месте.
Не просто четыре отверстия: конструкция и подводные камни
В теории все просто: корпус, каналы, присоединительные узлы. На бумаге чертежи от АО Шаньдун Молун Нефтяное Машиностроение выглядят безупречно — геометрия, допуски, материалы. Но в жизни, на морозе под минус 30, когда металл ?играет?, а уплотнения дубеют, эта безупречность быстро испаряется. Я помню, как мы ставили головку с маркировкой одного известного завода — в цеху все садилось идеально, а на месте монтажа при первом же цикле давления пошла капель по фланцу. Оказалось, что закалка была неравномерной, и в одном сегменте появилась микротрещина, невидимая при приемке.
Именно поэтому сейчас я всегда смотрю не только на сертификаты, но и на историю конкретной партии. У того же Молуна, если брать их серию для Арктических проектов, есть особенность — они дополнительно шлифуют каналы после сборки, убирая микронеровности, которые могут стать очагами эрозии. Это не в стандарте прописано, но технолог на заводе рассказал, когда мы разбирали один отказ. Такие детали и отличают продукт, который просто сделан, от того, который будет работать.
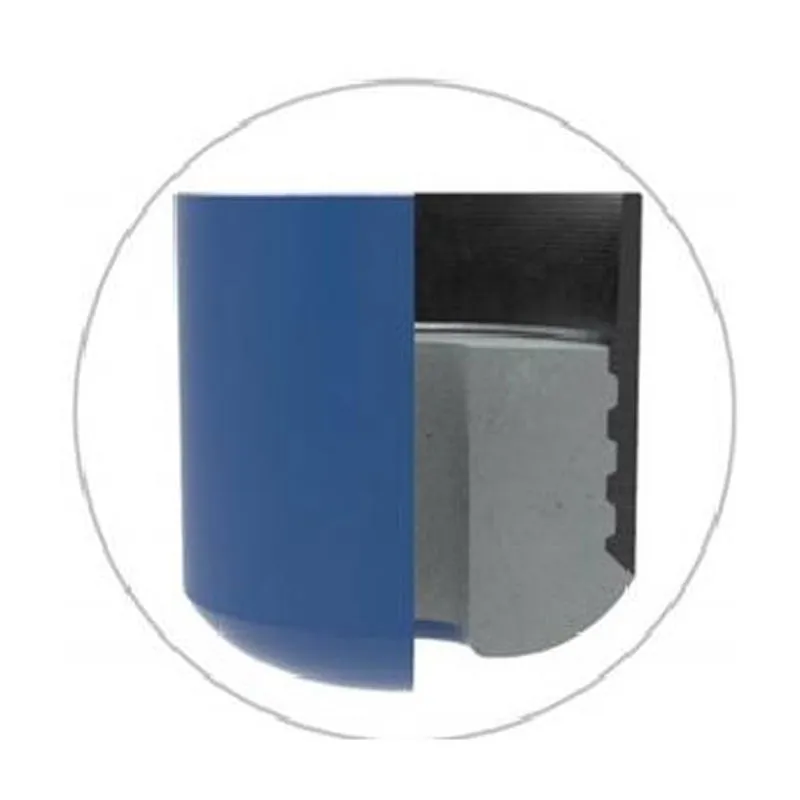
Кстати, о каналах. Четыре хода — это не просто крест. Углы подвода, радиусы закруглений — от этого зависит не только гидравлическое сопротивление, но и то, как будет накапливаться шлам в периоды простоев. Видел конструкции, где инженеры, стремясь минимизировать потери, делали слишком резкие переходы. В итоге — локальные завихрения, кавитация и через полгода эксплуатации стенка как решето. Упор на ?оптимальную гидравмику? в описаниях на https://www.molong.ru — это не для красоты. Там действительно проходили долгие испытания на стендах с разными типами жидкостей.
Материал: от стали до покрытия, что действительно держит
Все пишут про легированные стали. 40ХНМ, 38ХН3МФА — цифры знакомые. Но вот нюанс, который часто упускают при заказе: важно не только химический состав сплава, но и как именно из этой заготовки вырезана сама головка. При фрезеровке или термической резке может возникнуть перегрев кромки, и тогда в зоне термического влияния меняется структура. Это слабое место, где позже пойдет трещина.
Мы однажды получили партию от поставщика, который сэкономил на последующей термообработке после механической обработки. Головки прошли приемочные испытания давлением, но через 800 часов работы на скважине с высоким содержанием сероводорода пошли множественные коррозионные растрескивания. Анализ показал как раз остаточные напряжения в материале. После этого случая в нашей спецификации появился обязательный пункт о снятии напряжений.
Покрытия — отдельная тема. Часто думают, что любой толстый слой никеля или хрома решит проблемы с коррозией. Но если покрытие нанесено без должной подготовки поверхности (пескоструйка, фосфатирование), то под ним со временем начинается подпленочная коррозия, и все отлетает пластами. У некоторых производителей, включая Молун, есть практика нанесения многослойных покрытий с диффузионной пропиткой. Это дороже, но для агрессивных сред — единственный разумный вариант. Их сайт не зря акцентирует внимание на ?комплексных решениях для сложных условий? — это как раз про такие детали.
Монтаж и эксплуатация: где рождаются проблемы
Самая совершенная головка может быть убита на первой же обвязке. Ключевой момент — момент затяжки фланцевых соединений. Перетянул — сорвешь резьбу или деформируешь уплотнительную поверхность. Недотянул — получишь протечку. А ведь на площадке часто работают динамометрическими ключами, которые сами по себе не проверялись полгода. Видел, как бригада, торопясь, затягивала соединения ?на глазок?, а потом винила в утечке заводской брак. Когда разобрали — было ясно: неравномерная нагрузка на шпильки.
Еще один бич — вибрация. Четырехходовая головка стоит в системе, где есть насосы, компрессоры, клапаны. Если обвязка сделана без учета возможных резонансных частот, конструкция начинает ?гулять?. Со временем это приводит к усталостным трещинам, особенно в зонах сварных швов или переходов толщины. Приходилось добавлять внешние ребра жесткости или изменять конфигурацию трубопроводов-отводов, чтобы сместить частоту.
Зимняя эксплуатация вносит свои коррективы. Конденсат, который скапливается в нижних точках каналов, если их дренаж не предусмотрен, замерзает и разрывает стенки. Казалось бы, мелочь. Но в проектах это часто упускают. Приходится на месте думать, как организовать продувку или подогрев. В документации к некоторым моделям от АО Шаньдун Молун Нефтяное Машиностроение видел конкретные рекомендации по зимней консервации и вводу в работу — это явно написано с опытом полевых инцидентов.
Ремонтопригодность и что остается за кадром
Идеальных узлов не бывает, все что-то требует обслуживания или ремонта. Конструкция некоторых головок такова, что для замены одного уплотнения нужно демонтировать полблока обвязки. Это часы простоев. Сейчас более продвинутые производители думают о модульности. Не уверен, что это всегда оправдано с точки зрения надежности (больше разъемных соединений — больше потенциальных точек утечки), но для быстроты обслуживания на удаленных площадках — бесценно.
Есть и такой момент: возможность восстановления посадочных мест под заглушки или датчики. После нескольких циклов свинчивания-развинчивания резьба или конус изнашивается. Можно ли на месте его расточить и поставить ремонтную втулку? Или головка становится одноразовой? Это вопрос стоимости жизненного цикла, а не только первоначальной цены. На сайте molong.ru в разделе сервиса упоминается восстановление и модернизация оборудования — это намекает, что они рассматривают свои изделия как долгосрочные активы, а не расходники.
Лично сталкивался с ситуацией, когда для ремонта трещины в корпусе пытались применить сварку на месте, без последующей термообработки. Трещина заварилась, но вокруг шва материал потерял свойства, и через короткое время проблема появилась снова, уже в большем объеме. Пришлось менять узел целиком. Вывод: некоторые вещи в полевых условиях не починишь, и нужно иметь стратегию быстрой замены, а не ремонта.
Взгляд в будущее: что может измениться
Сейчас много говорят об аддитивных технологиях. Теоретически, можно напечатать четырехходовую головку сложной внутренней геометрии, которая будет и легче, и прочнее. Но для сертификации такого изделия под рабочие давления в сотни атмосфер потребуются годы. Пока что это прототипы. Более реальное направление — интеграция датчиков прямо в тело изделия. Не внешние манометры, а встроенные тензодатчики для мониторинга напряжений в реальном времени или датчики ультразвуковой толщины для контроля эрозии.
Другое направление — умные материалы, с эффектом памяти формы или самозалечивающиеся покрытия. Звучит как фантастика, но в исследовательских лабораториях уже есть наработки. Для отрасли, где простой стоит огромных денег, такая возможность ?залечивать? мелкие повреждения без остановки была бы революцией.
Но пока что основа — это все еще качественная металлургия, точная механообработка и, что не менее важно, понимание инженерами того, как их изделие будет вести себя не на идеальном стенде, а в грязи, на морозе, при неидеальном монтаже и с переменными средами. Именно поэтому опыт таких производителей, как АО Шаньдун Молун Нефтяное Машиностроение, которые не просто штампуют детали, а занимаются полным циклом от разработки до полевой поддержки, становится ключевым. В конце концов, надежность узла определяет не чертеж, а совокупность тысячи таких мелких, не всегда очевидных деталей и решений, принятых с учетом реальной, а не учебной эксплуатации.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Направляющий башмак
Направляющий башмак -
 Задвижки
Задвижки -
 Насосы штанговые стандартные
Насосы штанговые стандартные -
Штанги насосные интеллектуальные с IoT
-
 Трубы бесшовные для автомобильной промышленности
Трубы бесшовные для автомобильной промышленности -
Штанги крутящие для винтовых насосов
-
 Инструмент для цементирования скважин
Инструмент для цементирования скважин -
 Специальная резьба серии ML-GC
Специальная резьба серии ML-GC -
 Специальная резьба серии MLT-2 для насосно-компрессорных труб
Специальная резьба серии MLT-2 для насосно-компрессорных труб -
 Насосы штанговые специальные
Насосы штанговые специальные -
 Штанги утяжеленные
Штанги утяжеленные -
 Трубные детали
Трубные детали




