

A335 Бесшовная труба
Когда говорят про A335, многие сразу думают просто о 'жаростойкой трубе', но это упрощение, которое на практике может дорого обойтись. Речь идёт о целой группе марок, каждая со своей 'зоной ответственности' — P5, P9, P11, P22, P91. И если для кого-то это просто цифры и буквы, то для тех, кто сталкивался с отказом трубопровода на ТЭЦ из-за неправильно подобранной марки, разница между P5 и P91 — это вопрос миллионов рублей убытков и недель простоя. Самый частый промах — это выбор по цене или доступности, без глубокого анализа рабочих параметров среды. Я не раз видел, как закупали P22, потому что она была на складе, для условий, где требовались характеристики P91, а потом удивлялись, почему ресурс оказался в разы меньше расчётного. Ключевое здесь — именно A335 Бесшовная труба как продукт, который должен рассматриваться не абстрактно, а через призму конкретной марки стали и её поведения под длительной нагрузкой.
От спецификации к реальной металлургии: что скрывает сертификат?
Всё начинается с документации. Сертификат соответствия — это святое, но он не всегда рассказывает всю историю. Например, для P91 критически важна не только химия, но и вся история термообработки: нормализация и высокий отпуск. Были случаи, когда по сертификату всё идеально, но при монтаже сварной шов давал трещины. Причина — отклонения в температуре отпуска на заводе-изготовителе, которые привели к неоптимальной структуре металла. Это не всегда видно в стандартных тестах. Поэтому мы, например, для критичных участков трубопроводов пара высоких параметров всегда заказываем дополнительный анализ — не только химический, но и металлографический. Это дороже, но дешевле, чем остановка блока.
Ещё один момент — геометрия. Бесшовная труба — не значит идеально круглая с идеальной толщиной стенки по всей длине. Допуски есть, но их надо контролировать. Особенно при сборке модулей. Помню проект, где трубы A335 P11 шли на изготовление гнутых элементов (отводов). И когда начали калибровать, выяснилось, что овальность у некоторых труб на пределе допуска. Пришлось срочно пересортировывать и докупать, чтобы не сорвать график гибки. Теперь в техзадание всегда вносим пункт о проверке овальности и разностенности на входном контроле, особенно если труба идёт на дальнейший передел.
И конечно, поверхность. Окалина после прокатки или термообработки — это не просто эстетика. Под ней могут скрываться мелкие дефекты, плюс она мешает ультразвуковому контролю. На одном из объектов приёмки мы даже столкнулись с тем, что поставщик (не буду называть) отгрузил трубы P22 с такой толстой окалиной, что её пришлось снимать пескоструйкой перед монтажом, чтобы провести полноценный УЗК сварных стыков. Это были незапланированные затраты и время. С тех пор в договорах чётко прописываем состояние поверхности.
Сварка и монтаж: где теория расходится с практикой
Со сваркой труб A335 — отдельная эпопея. Каждая марка требует своей программы. P5 и P9, например, более 'капризны' по сравнению с P22. Главный бич — образование трещин в зоне термического влияния. Преждевременный отказ одного участка трубопровода на химическом заводе у нас как раз был связан с этим. Сваривали P9, предварительный подогрев сделали, но, как выяснилось позже, недостаточно выдержали межпроходные температуры. Вроде мелочь, но именно она привела к образованию микротрещин, которые за два года эксплуатации развились в сквозные.
Отсюда вывод: нельзя доверять только стандартным рекомендациям. Нужно разрабатывать технологические инструкции под конкретную партию, под конкретные условия на площадке (влажность, температура окружающего воздуха). Мы сейчас для ответственных объектов всегда проводим пробную сварку на образцах из той же трубы, той же партии, и только после оценки макро- и микроструктуры, механических испытаний утверждаем режимы для основного монтажа. Да, это тормозит начало работ, но зато даёт уверенность.
И ещё про монтаж. Бесшовные трубы — не гибкий шланг. Их нельзя насильно 'втащить' в проект. Была история на строительстве мини-ТЭЦ: проектировщики заложили сложную трассу с минимальными зазорами. А когда пришла реальная труба A335 P91 со своими допусками по длине и прямотности, оказалось, что собрать её по чертежам без подгонки на месте — невозможно. Пришлось экстренно вносить изменения в монтажные схемы, резать, добавлять компенсаторы. Теперь мы всегда настаиваем на том, чтобы перед изготовлением рабочих чертежей были согласованы не только теоретические размеры, но и реальные производственные допуски конкретного поставщика.
Поставщики и логистика: доверяй, но проверяй
Рынок поставщиков труб A335 огромен, но неоднороден. Китайские, европейские, отечественные производители — у всех свои тонкости. Например, с европейскими заводами обычно меньше проблем с документацией и стабильностью свойств, но сроки поставки и цена могут быть критичными. С некоторыми азиатскими производителями бывает наоборот: цена привлекательна, но нужно в десять раз усилить входной контроль. Я не говорю, что все так, но тенденция есть.
В этом контексте стоит упомянуть компанию АО Шаньдун Молун Нефтяное Машиностроение (https://www.molong.ru). Они позиционируют себя как профессионального производителя оборудования и поставщика услуг для энергетики. В работе с ними я обратил внимание на один практичный момент: они часто предлагают не просто трубу, а готовые решения — отрезки в размер, с подготовленными к сварке торцами, или даже предварительно собранные узлы. Для проектов с жёстким графиком это может быть спасением. Но, опять же, это не отменяет необходимости проверки. Как-то раз их труба A335 P22 пришла с идеальной маркировкой, лазерной гравировкой, но в пачке сертификатов не хватало протокола испытаний на ударную вязкость для этой конкретной плавки. Пришлось запрашивать дополнительно. В итоге всё было, но время потеряли.
Логистика — отдельная головная боль. Длинномерные трубы требуют специального транспорта и крепления. Однажды получили партию труб, на которых при разгрузке обнаружили вмятины от строп. Не критичные для прочности, но пришлось долго согласовывать акт о некондиции, доказывать, что это не наши монтажники виноваты. Теперь в договоре с поставщиком прописываем не только упаковку, но и способ крепления в транспортном пакете, и даже рекомендуем проверенных перевозчиков.
Конкретные марки и их 'поведение' в эксплуатации
Давайте чуть подробнее о марках, с которыми чаще всего работаю. P5 (5Cr-0.5Mo) — классика для температур до 600-650°C. Но её стойкость к окислению ниже, чем у P9. Если в среде есть риск переменного окисления-восстановления, лучше смотреть в сторону P9 (9Cr-1Mo). P9, в свою очередь, более склонна к охрупчиванию при длительной эксплуатации в определённом температурном диапазоне, это надо мониторить.
P11 (1.25Cr-0.5Mo-Si) и P22 (2.25Cr-1Mo) — рабочие лошадки для многих проектов. P22 прочнее, но и дороже. Частая ошибка — использовать P11 там, где проектные условия (давление, температура) находятся на верхней границе её возможностей, 'впритык'. Это снижает запас по ресурсу. Лучше взять P22, даже если по расчёту проходит и P11. Разница в цене окупится увеличением межремонтного периода.
А вот P91 (9Cr-1Mo-V-Nb) — это уже материал для современных высокоэффективных блоков. Его прочность при высоких температурах позволяет делать тоньше стенки, но это палка о двух концах. Тонкая стенка более чувствительна к эрозии и коррозии. И главное — сварка P91 требует максимально строгого соблюдения технологии, включая контроль скорости охлаждения после сварки. Неправильно выполненный термический отдых (PWHT) для P91 — это почти гарантированные проблемы в будущем. У нас был прецедент, когда после ремонта участка из P91 не выдержали время охлаждения до начала PWHT. Через год по шву пошла сетка трещин. Пришлось полностью вырезать секцию.
Резюме: не труба, а система
Так к чему всё это? К тому, что A335 Бесшовная труба — это не товар из каталога, который можно просто купить. Это элемент сложной системы, чьи характеристики закладываются на металлургическом заводе, проверяются при поставке, раскрываются при правильном монтаже и эксплуатируются в конкретных условиях. Универсальных решений нет.
Успех проекта зависит от цепочки: грамотный выбор марки стали на этапе проектирования → тщательный отбор поставщика, который может обеспечить не только цену, но и стабильное качество (тут, кстати, опыт работы с такими компаниями, как упомянутое АО Шаньдун Молун, может быть полезен, но всегда с оглядкой на детали) → жёсткий входной контроль → разработка и неукоснительное соблюдение технологических карт на монтаж → грамотный пусконаладка и мониторинг в первые годы эксплуатации.
Пропуск любого звена — это риск. Риск, который может материализоваться не завтра, а через несколько лет, когда ответственность уже размажется, а ремонт будет стоить в разы дороже. Поэтому мой подход — относиться к каждой партии труб, особенно для критичных применений, как к уникальной. Задавать лишние вопросы, требовать лишние документы, делать лишние проверки. В долгосрочной перспективе это всегда экономит ресурсы, а главное — нервы.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Специальная резьба серии MLC-2 для обсадных труб
Специальная резьба серии MLC-2 для обсадных труб -
 Насосы штанговые специальные
Насосы штанговые специальные -
Штанги насосные интеллектуальные с IoT
-
 Обсадные трубы для глубоких скважин-ML150V
Обсадные трубы для глубоких скважин-ML150V -
Штанги крутящие для винтовых насосов
-
 Инструмент для цементирования скважин
Инструмент для цементирования скважин -
 Штанги утяжеленные
Штанги утяжеленные -
 Специальная резьба серии ML-FJ
Специальная резьба серии ML-FJ -
 Задвижки
Задвижки -
 Зажимы для штанг гладких
Зажимы для штанг гладких -
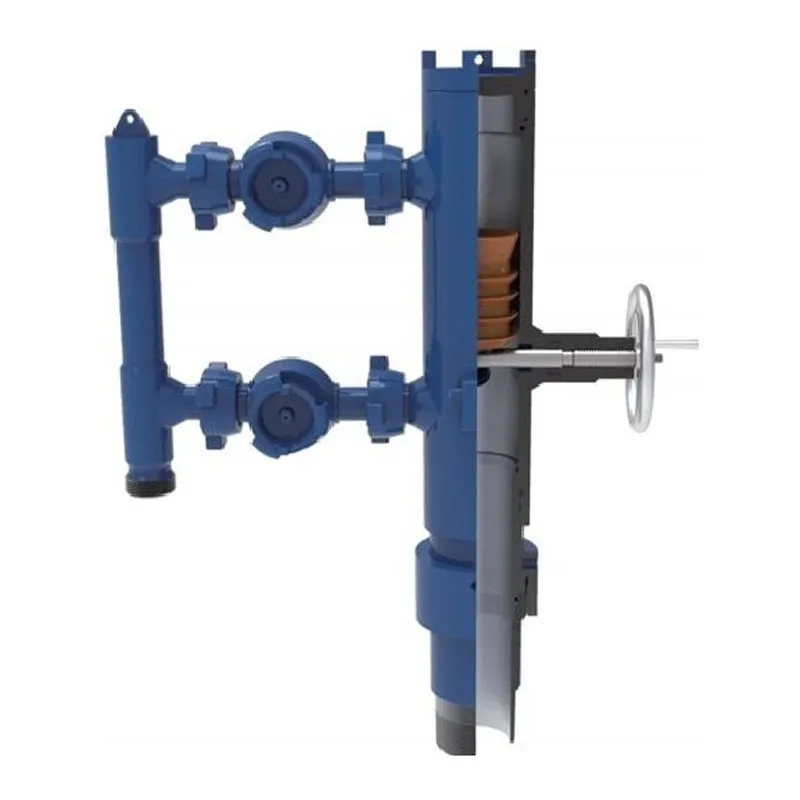 Цементировочная головка
Цементировочная головка -
 Подвесные устройства
Подвесные устройства




