

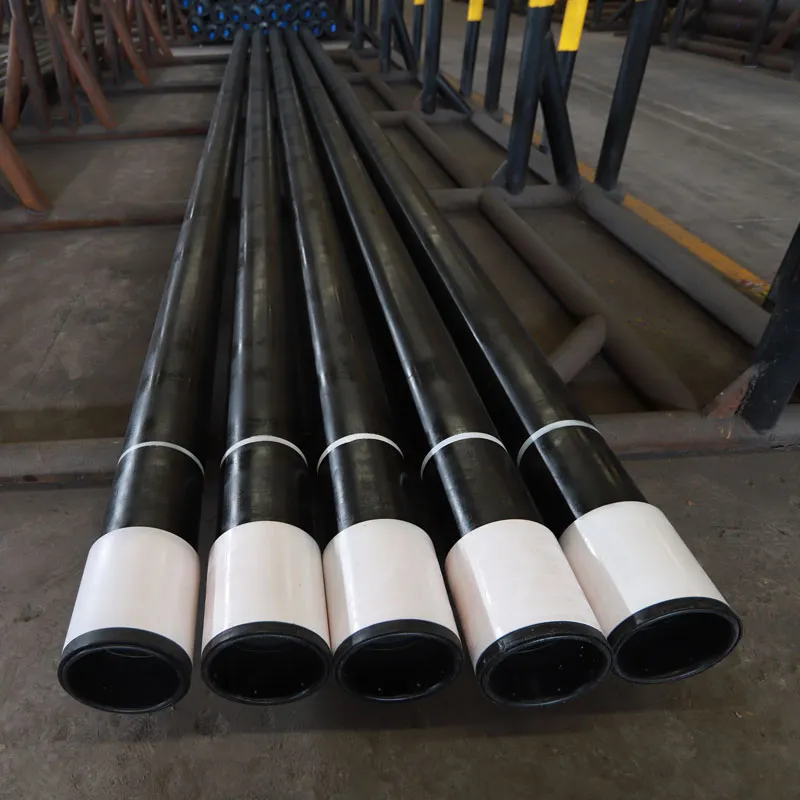
API Насосно-компрессорные трубы
Когда слышишь ?API насосно-компрессорные трубы?, многие сразу думают о стандартах, цифрах, испытаниях на заводе. Но в реальности, на буровой или при ремонте скважины, эти бумажные спецификации отходят на второй план. Главное — как труба ведет себя под нагрузкой, при циклических напряжениях, в конкретной среде. Частая ошибка — выбирать только по марке стали или цене, забывая про историю эксплуатации партии, качество резьбового соединения и даже условия хранения до монтажа. Сам на этом обжигался.
Не просто сталь: скрытые параметры, которые решают всё
Возьмем, к примеру, предел текучести. По спецификации API 5CT всё четко. Но если труба, скажем, от АО Шаньдун Молун Нефтяное Машиностроение, прошла дополнительную нормализацию после термообработки, её поведение при знакопеременных нагрузках будет заметно иным. Не в стандарте это, а в технологических нюансах производителя. На сайте molong.ru видно, что компания делает упор на полный цикл контроля — от выплавки до финального тестирования. Это не реклама, а фактор, который снижает риски. Помню случай на месторождении в Западной Сибири: поставили партию НКТ, вроде бы все сертификаты в порядке, а после нескольких циклов ?спуск-подъем? пошли микротрещины в зоне перехода тела трубы к муфте. Разбирались — оказалось, неоднородность структуры металла в месте накатки резьбы. Производитель сэкономил на контроле после нарезки.
Поэтому сейчас всегда смотрю не только на сертификат соответствия API, но и на протоколы заводских испытаний на усталость. Если их нет — это красный флаг. Многие поставщики, особенно второстепенные, их не проводят или не предоставляют. А без этого вся работа с насосно-компрессорными трубами превращается в лотерею.
Ещё один момент — покрытие. Внутреннее и внешнее. Для агрессивных сред, с высоким содержанием H2S или CO2, стандартного цинк-фосфатного или просто окрашивания недостаточно. Нужно либо легирование стали, либо качественное внутреннее полимерное покрытие. Но и тут есть подводные камни: если покрытие нанесено с нарушением технологии, оно отслоится при первом же спуске, забив клапаны и фильтры. Приходилось видеть такие ?лохмотья? после подъема колонны. Дорогостоящий простой обеспечен.
Резьбовое соединение: где рождаются проблемы
Если тело трубы — это вопрос материала, то соединение — это вопрос точности и человеческого фактора. Резьба API — будь то круглая, трапецеидальная или специальная типа VAM — должна быть не просто нарезана, а идеально обработана и защищена. Частая история: трубы приходят с завода, например, с того же Молун, в идеальной смазке и с торцевыми заглушками. А на складе подрядчика эти заглушки теряются, резьбы бьются друг о друга при погрузке, смазка стирается. Результат — при свинчивании на буровой идет перекос, недокрут или, что хуже, свинчивание с усилием, маскирующее дефект.
Потом, при давлении, такое соединение дает течь. Или того хуже — ?выстреливает?. Поэтому мы теперь требуем, чтобы распаковка и подготовка к монтажу велась под нашим наблюдением. И обязательно — контрольным свинчиванием на резьбонарезном станке перед отправкой на скважину. Да, это время. Но оно окупается отсутствием аварий.
Кстати, о смазках. Стандартная API-шная — это хорошо, но не для всех случаев. В условиях низких температур, например, на северных месторождениях, она густеет. Приходится использовать специальные составы, иначе момент свинчивания будет неконтролируемым. Это к вопросу о том, что слепое следование стандарту без учета реальных условий — путь к провалу.
История одной неудачи: когда экономия оборачивается миллионными убытками
Хочется привести конкретный пример, без прикрас. Пару лет назад на одном из проектов по интенсификации добычи решили сэкономить. Вместо проверенных труб от надежного производителя взяли предложение ?аналогично API? от нового поставщика по цене на 15% ниже. Колонну насосно-компрессорных труб спустили, начали эксплуатацию УЭЦН. Через три месяца — резкое падение давления. При подъеме обнаружили, что несколько труб лопнули по телу, не по соединению. Разрыв был хрупкий, характерный для переохлажденного металла или внутренних напряжений.
Лабораторный анализ показал: химический состав в норме, механические свойства на пределе нижней границы API. Но металлографический выявил крупное зерно в структуре — признак нарушения режима термообработки. Производитель, видимо, поторопился и недодержал в печи. Стандартные испытания на растяжение этого не показывают, а циклическая усталость — проявляет. Простой скважины, работа по подъему, замена колонны, штрафы от недопоставки — убытки в разы превысили мнимую экономию. С тех пор принцип ?скупой платит дважды? для меня не абстракция.
Именно после таких случаев начинаешь ценить подход, который декларирует АО Шаньдун Молун Нефтяное Машиностроение — стремление предоставлять качественную продукцию и сервис. Это не пустые слова, когда за ними стоит отлаженная система металлургического и технологического контроля на всех этапах. Их сайт — это не просто витрина, там часто можно найти технические заметки, разборы случаев, что говорит об открытости к диалогу с практиками.
Работа в сложных средах: H2S, CO2 и высокие пластовые температуры
Отдельная песня — сероводородное растрескивание. Тут одних стандартов API недостаточно, нужны материалы с повышенным сопротивлением SSC (sulfide stress cracking). И важно понимать, что сопротивление зависит не только от твердости стали, но и от чистоты по неметаллическим включениям, от структуры. Некоторые производители, и Молун здесь в числе тех, на кого стоит смотреть, используют вакуумирование стали и строгий контроль на всех переделах. Это позволяет гарантировать стойкость в агрессивных средах.
Но даже с лучшей трубой можно нарваться на проблемы, если не подготовить среду. Например, неверно подобрали ингибитор коррозии, и он вступил в реакцию с материалом трубы. Или не учли возможность конденсации влаги в стволе. Поэтому выбор API насосно-компрессорных труб — это всегда часть комплексного решения, а не отдельная закупка.
С высокими температурами — своя история. Ползучесть металла, изменение механических свойств. Трубы класса P110, например, могут терять прочность при длительном нагреве выше определенного порога. Нужно либо переходить на специальные марки, либо закладывать меньший срок службы и более частый мониторинг. Это опять к вопросу о том, что данные с завода — это отправная точка, а не истина в последней инстанции. Реальная эксплуатация вносит свои коррективы.
Логистика, хранение и ?последняя миля? до устья скважины
Мало купить хорошие трубы. Их надо сохранить. Видел, как отличные НКТ, произведенные с соблюдением всех норм, теряли свои свойства из-за неправильного хранения. Сваленные в штабеля на грунт, без прокладок, под открытым небом — они корродируют, деформируются. Резьбовые концы, даже защищенные, страдают первыми.
Поэтому сейчас в контрактах мы отдельным пунктом прописываем условия поставки, упаковки и ответственность поставщика до момента приема-передачи на буровой. Крупные игроки, такие как АО Шаньдун Молун Нефтяное Машиностроение, как правило, имеют отработанные логистические цепочки и поставляют трубы в транспортной упаковке, которая реально защищает. Это важно, когда скважины разбросаны по глухим местам.
?Последняя миля? — это часто самый слабый участок. Погрузка экскаватором вместо крана с мягкими стропами, транспортировка по бездорожью с сильной тряской. Всё это создает микротрещины, невидимые глазу. Потом они аукнутся. Инспекция при приемке — не формальность. Нужно проверять не только количество, но и каждую трубу на видимые повреждения, состояние резьбы, чистоту.
В итоге, что хочу сказать. API насосно-компрессорные трубы — это не товар из каталога. Это ответственный элемент системы, от которого зависит безопасность, бесперебойность и экономика всей добычи. Выбор производителя, который не просто продает, а отвечает за жизненный цикл своей продукции, как это заявлено в миссии molong.ru, — это не дополнительная опция, а базовая необходимость. Опыт, часто горький, учит, что мелочей здесь не бывает. Каждый этап — от выплавки стали до свинчивания на буровой — должен быть под контролем. Иначе стандарт API останется просто буквами на бумаге, а в скважине будет работать что-то совсем другое.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Специальная резьба серии MLC-1 для обсадных труб
Специальная резьба серии MLC-1 для обсадных труб -
 Специальная резьба серии MLC-2 для обсадных труб
Специальная резьба серии MLC-2 для обсадных труб -
 Затворы поворотные
Затворы поворотные -
 Обсадные и насосно-компрессорные трубы API
Обсадные и насосно-компрессорные трубы API -
 Инструмент для цементирования скважин
Инструмент для цементирования скважин -
 Штанги насосные по стандарту API
Штанги насосные по стандарту API -
 Нефтяные качалки
Нефтяные качалки -
 Устойчивые к коррозии H2S насосно-компрессорные и обсадные трубы-ML110SS
Устойчивые к коррозии H2S насосно-компрессорные и обсадные трубы-ML110SS -
 Трубы котельные
Трубы котельные -
 Трубы для газовых баллонов
Трубы для газовых баллонов -
Штанги насосные интеллектуальные с IoT
-
 Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS
Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS




