

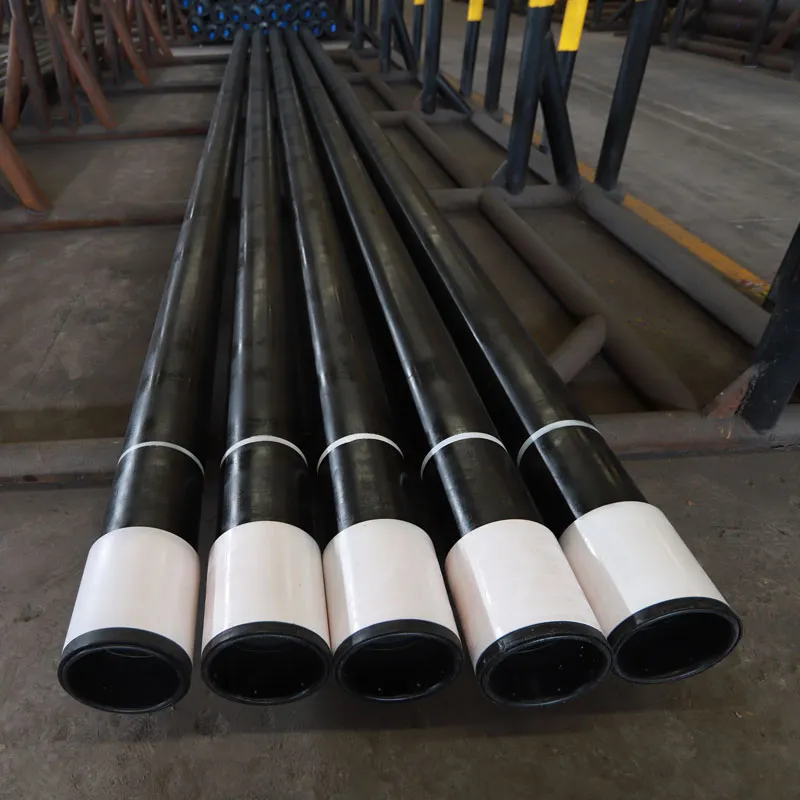
API нефть обсадные трубы
Когда слышишь словосочетание ?API нефть обсадные трубы?, первое, что приходит в голову многим — это просто стальные цилиндры, которые опускают в скважину. Спецификации API, стандарты, марки стали... Всё это, конечно, фундамент. Но в реальности, на буровой, всё упирается в детали, которые в техзаданиях часто упускают. Например, как поведёт себя резьбовое соединение при спуске в горизонт с высокой температурой и агрессивной средой? Или какова реальная разница в стоимости владения между трубой, которая просто соответствует API 5CT, и той, что прошла дополнительные испытания на усталостную прочность? Вот об этих нюансах, которые и определяют успех или аварию, и хочется порассуждать.
Стандарт API 5CT — это минимум, а не гарантия
Работая с разными поставщиками, постоянно сталкиваешься с одним и тем же: они с гордостью заявляют о соответствии API. Но это, если вдуматься, базовый уровень допуска к игре. Как техосмотр для автомобиля. Он говорит, что машина в принципе может ехать, но ничего не говорит о том, как она поведёт себя на бездорожье в 40-градусный мороз. Так и с трубами. Сертификат API 5CT на марки стали J55, K55, N80, L80, P110 — это обязательное условие, но отнюдь не исчерпывающая характеристика.
Ключевой момент, который многие упускают — это контроль на заводе-изготовителе. Видел лично, как на одной площадке трубы от, скажем, АО Шаньдун Молун Нефтяное Машиностроение проходили выборочный ультразвуковой контроль каждой третьей трубы в партии, а у другого поставщика ограничивались лишь проверкой сертификатов. Разница в подходе колоссальная. Ведь внутренние дефекты тела трубы или неоднородность структуры стали — это бомба замедленного действия. Она может сработать через год, а может и через пять, при циклических нагрузках.
Поэтому сейчас для ответственных проектов мы всегда запрашиваем не просто сертификат, а протоколы заводских испытаний конкретной партии. Особенно это касается ударной вязкости и испытаний на сероводородное растрескивание (SSC) для марок L80 и выше. Был случай на месторождении в Западной Сибири, где сэкономили на этом, взяв ?стандартный? P110. В результате — трещина в колонне на средних глубинах, пришлось делать дорогостоящий ремонт. Оказалось, что сталь не прошла полный цикл испытаний на SSC для конкретных условий нашей скважины.
Резьбовое соединение — слабое звено, о котором все знают, но часто экономят
Если тело трубы — это мышечная ткань, то резьба — её суставы. Можно иметь прекрасную трубу, но с ненадёжной резьбой вся колонна становится уязвимой. Тут уже вступают в силу стандарты API 5B на резьбы. Но и здесь не всё однозначно.
Большинство использует стандартные треугольные резьбы (API Round Thread). Они дёшевы, привычны. Но их герметичность и прочность на растяжение/сжатие/изгиб оставляют желать лучшего. Для скважин с нестандартным профилем или в сейсмически активных районах этого часто недостаточно. Поэтому всё чаще переходим на соединения премиум-класса — газоплотные, с трапецеидальной или конической резьбой, часто с металлическим уплотнением торцов (metal-to-metal seal).
Наш опыт с Молун показал интересную деталь. Они предлагали для сложных условий свои варианты соединений, которые формально могли не иметь отдельного сертификата API на саму резьбовую конструкцию, но при этом сопровождались полным пакетом расчётов на прочность и результаты стендовых испытаний. И это, честно говоря, иногда вызывает больше доверия, чем просто штамп в сертификате. Потому что видна реальная инженерная работа, а не просто соответствие минимальным нормам. Важно смотреть на геометрию резьбы, класс покрытия (фосфатирование, меднение), качество смазки. Мелочь? Нет. Именно на резьбе происходят большинство отказов.
Практический аспект: логистика и подготовка на буровой
Вот о чём почти никогда не пишут в технических статьях, но что съедает кучу времени и нервов — это состояние труб по прибытии на буровую. API регламентирует производство, но не транспортировку и хранение. Сколько раз видел, что с завода трубы приходят идеальные, а после перевалок в порту и перевозки по зимнику на резьбах — вмятины, песок, ржавчина.
Приходится организовывать мобильные мастерские по восстановлению и смазке резьб прямо на площадке. Это дополнительные затраты, которые изначально не закладываются в смету. Поэтому сейчас в контрактах с такими производителями, как АО Шаньдун Молун, мы отдельно прописываем условия упаковки торцов (пластиковые заглушки должны быть прочными), требования к пакетированию и маркировке партий. Кажется бюрократией, но на деле экономит сутки работы бригады.
Цена против стоимости владения: долгий расчёт
Закупщики часто смотрят на цену за тонну. Это самая большая ошибка. Надо считать стоимость владения на весь срок службы скважины. Более дорогая труба с улучшенными характеристиками (например, с повышенной коррозионной стойкостью или усталостной прочностью) может оказаться в разы выгоднее.
Рассмотрим пример. Для наклонно-направленной скважины мы сравнивали два варианта: стандартные трубы N80 и более дорогие, с оптимизированным составом стали от поставщика, который, как и Молун, позиционирует себя как профессиональный производитель оборудования для энергетической отрасли. Второй вариант был на 15% дороже на этапе закупки. Но при моделировании нагрузок (изгиб, переменные напряжения) выяснилось, что срок до появления усталостных трещин у них в 3-4 раза выше. Это означало потенциальное увеличение межремонтного периода скважины. Экономия на будущих ремонтах и простое перекрывала первоначальную переплату.
Поэтому сейчас любой серьёзный разговор о обсадных трубах начинается не с прайса, а с геомеханической модели пласта, прогноза состава пластовых флюидов и расчёта всех видов нагрузок на колонну на протяжении всего жизненного цикла. И только под эти расчёты подбирается материал. Иногда оказывается, что для верхних секций достаточно и более дешёвого варианта, а для продуктивного горизонта нужна спецсталь.
Нефтесервисный опыт: где теория расходится с практикой
В лаборатории или проектной документации всё выглядит гладко. На практике — сплошные неидеальности. Одна из главных проблем — это реальная прочность сварного шва муфты к телу трубы. API даёт допуски, но при циклических нагрузках микронеоднородности в зоне сварки становятся центрами зарождения трещин.
Был у нас проект, где использовались трубы от нескольких поставщиков. И у одной партии после полугода эксплуатации в условиях знакопеременных температур начали появляться точечные протечки именно по линии сварки муфты. При вскрытии обнаружилась непроваренная зона. Производитель, конечно, ссылался на то, что выборочный контроль партии прошёл успешно, и это, возможно, единичный случай. Но для нас-то он вылился в остановку добычи. С тех пор для критичных участков мы заказываем не просто трубы, а трубы с мониторингом процесса сварки на производстве в реальном времени. Да, это дороже. Но надёжнее.
Ещё один практический момент — это совместимость труб и цементировочных систем. Казалось бы, какая связь? Но адгезия цементного камня к разным типам покрытия трубы (лак, полимер) разная. Недостаточная адгезия может создать микрозазор, канал для перетока пластовых вод или газа. Поэтому сейчас часто требуем от производителя трубы предоставить рекомендации или даже протоколы испытаний по совместимости с конкретными марками тампонажных материалов.
Взгляд в будущее: куда движется отрасль
Тренд очевиден — это индивидуализация и цифровизация. Всё меньше запросов на ?трубы по API 5CT?, всё больше — на ?материальное решение для условий X с прогнозом остаточного ресурса Y?. Появляются трубы с интегрированными датчиками (оптоволокно для мониторинга деформаций и температуры), нанопокрытиями для увеличения коррозионной стойкости.
Для такого производителя, как АО Шаньдун Молун Нефтяное Машиностроение, стремящегося предоставлять качественную продукцию и сервис, это вызов. Уже недостаточно просто катать сталь. Нужно быть инжиниринговой компанией, способной смоделировать поведение своей трубы в конкретной скважине заказчика. Вижу, что некоторые игроки на рынке движутся в эту сторону, предлагая не просто продукт, а расчётно-аналитическую поддержку.
Второй тренд — экология и утилизация. Всё строже требования к полному циклу жизни изделия. Как будет утилизироваться труба после выхода скважины из строя? Можно ли её переработать? Влияет ли состав покрытия на экологию пласта? Эти вопросы всё чаще звучат со стороны заказчиков из Европы и ответственных российских компаний. И это правильно. Нефть мы добываем сегодня, но отвечать за последствия будем завтра. И обсадная колонна, оставшаяся в недрах, — часть этой ответственности.
Так что, возвращаясь к началу. API нефть обсадные трубы — это не про три буквы и стандарт. Это про комплексный подход, глубокое понимание физики процессов в стволе скважины и готовность платить не за тонну металла, а за гарантированную беспроблемную работу на десятилетия. И в этом плане выбор поставщика, который разделяет эту философию, важнее, чем скидка в коммерческом предложении.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Задвижки
Задвижки -
 Штанги насосные
Штанги насосные -
 Нефтяные качалки
Нефтяные качалки -
 Муфты для штанг насосных (гладких)
Муфты для штанг насосных (гладких) -
 Штанги насосные сверхвысокой прочности
Штанги насосные сверхвысокой прочности -
 Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS
Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS -
 Трубы прочие
Трубы прочие -
 Центратор обсадной колонны
Центратор обсадной колонны -
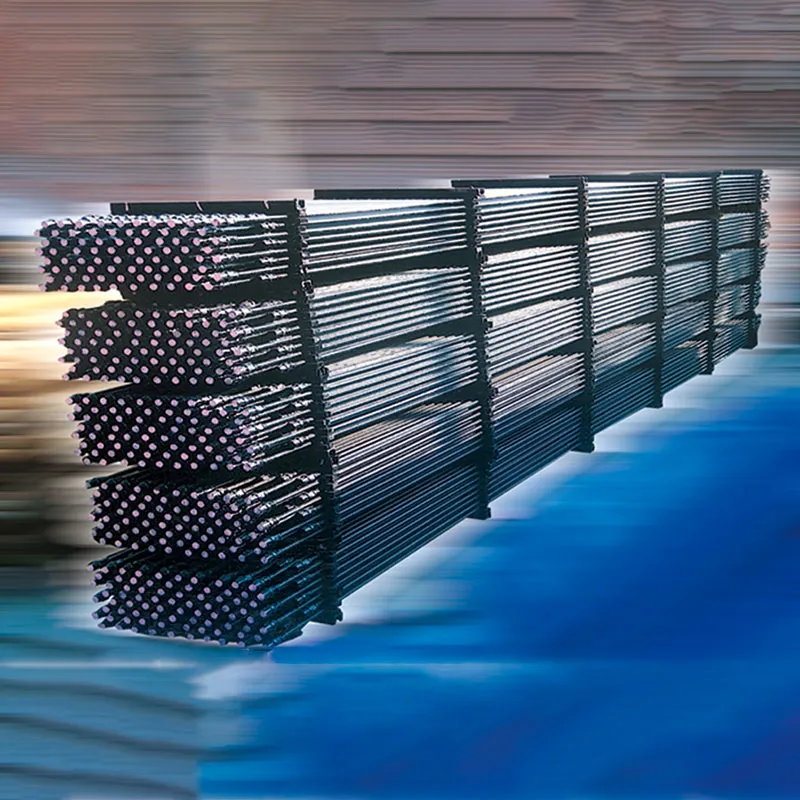 Штанги насосные по стандарту API
Штанги насосные по стандарту API -
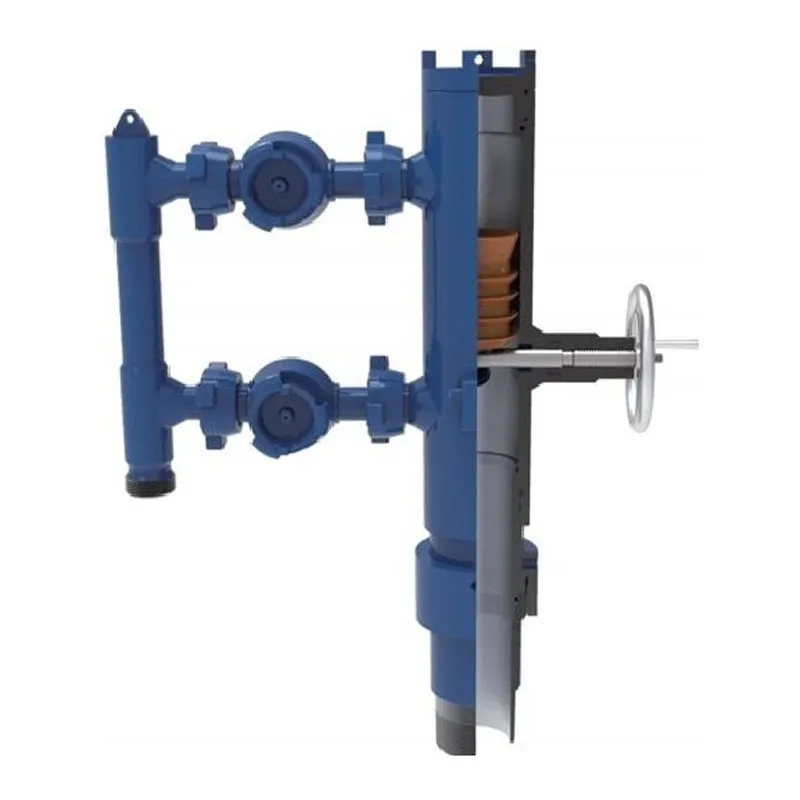 Цементировочная головка
Цементировочная головка -
 Штанги утяжеленные
Штанги утяжеленные -
 Затворы поворотные
Затворы поворотные



