

API 5CT Бесшовные трубы
Когда слышишь ?API 5CT?, многие сразу думают о стандарте, о бумажке. Но на деле, особенно с бесшовными трубами, это живая материя, с которой приходится бороться на каждом метре спуска. Частая ошибка — считать, что раз стандарт один, то и трубы от любого завода одинаковы. Глубокое заблуждение. Я видел, как партии, формально прошедшие все проверки по 5CT, на стенде давали разный характер разрушения при испытаниях на растяжение. И дело тут не в нарушении, а в нюансах — в истории нагрева заготовки, в тонкостях калибровки оправки на стане. Именно эти нюансы потом вылезают боком в скважине, особенно в условиях с высоким содержанием H2S.
Где кроется дьявол: неочевидные параметры материала
В спецификации API 5CT прописаны механические свойства, химический состав, допустимые отклонения по геометрии. Но есть вещи, которые в документ не впишешь. Например, однородность структуры по всему периметру трубы, особенно в зоне перехода тела трубы к утолщению под резьбу. Бывало, получали партию труб, где все тесты в норме, но ультразвуковой контроль показывал нестабильные внутренние сигналы в этой самой переходной зоне. Не дефект, а некая неоднородность. Рисковать или нет? Для стандартной скважины, возможно, и пройдет. Но мы как раз тогда готовились к проекту с высоким пластовым давлением, и такая неопределенность была непозволительной.
Пришлось углубляться в процесс. Оказалось, что у производителя были проблемы с равномерностью охлаждения после прошивки гильзы. Технологи говорили о ?легкой деформации оправки?, но по факту это влияло на внутреннюю структуру металла. Это тот случай, когда просто требовать сертификат по API 5CT недостаточно. Нужно понимать, КАК именно завод обеспечивает стабильность этих параметров. Сейчас мы всегда запрашиваем дополнительно протоколы испытаний на ударную вязкость из тела трубы и с торца, это многое проясняет.
Кстати, о химии. Пределы по углероду, марганцу, сере — это святое. Но работа с одним поставщиком, АО Шаньдун Молун Нефтяное Машиностроение, показала интересный момент. Их технологи делают акцент на микролегировании для труб групп прочности выше N80. Не просто выдерживают минимум по молибдену или хрому, а подбирают состав под конкретную плавку, чтобы добиться оптимального соотношения прочности и сопротивления хрупкому разрушению. Это видно по металлографии. Такой подход — признак серьезного производства, которое думает не только о прохождении приемки, но и о поведении трубы в реальных условиях.
Резьба: слабое звено, которое часто недооценивают
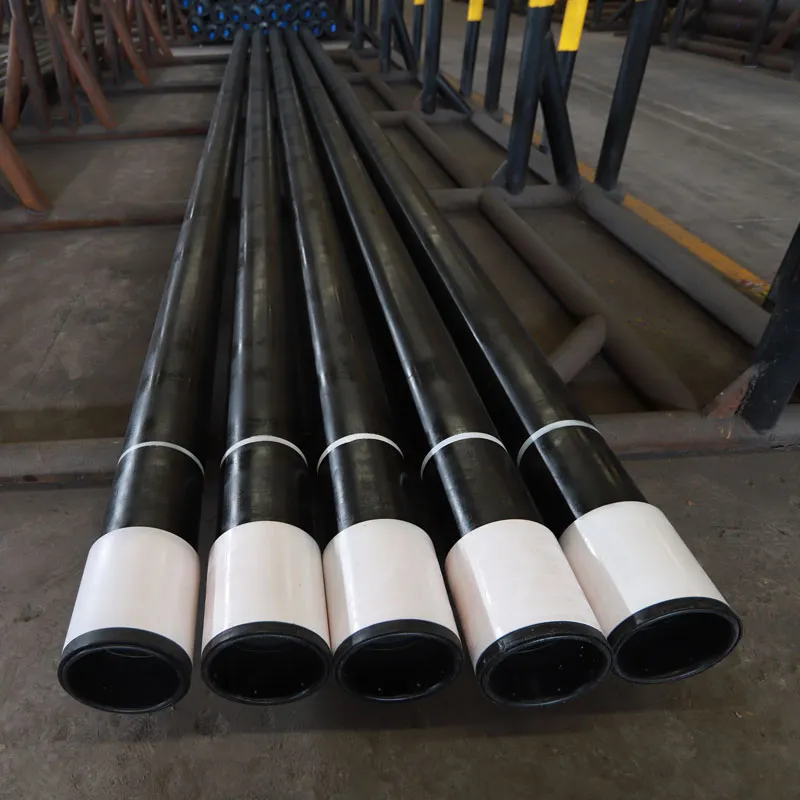
Самый больной вопрос для бесшовных труб API 5CT — это соединения. Можно сделать идеальное тело трубы, но испортить все на нарезке резьбы. Стандарт описывает типы соединений (например, LC, BC, STC), но качество нарезки, чистота поверхности, точность шага — это зона ответственности завода. Помню случай с ранней поставкой для Каспия: трубы прошли гидроиспытания, но при монтаже колонны на нескольких трубах резьба ?закусывала? на последних витках. Не срыв, а повышенный момент затяжки.
Разбирались долго. Проблема оказалась в износе резьбонарезного инструмента и в смазочно-охлаждающей жидкости. Завод экономил на своевременной замене, и на резьбе формировался микронагар, который мешал правильной посадке. После этого случая мы всегда интересуемся не только сертификатом на трубы, но и состоянием станочного парка для нарезки резьбы. На сайте molong.ru у ?Молун? видно, что они выносят контроль резьбовых соединений в отдельный раздел услуг, что косвенно говорит о внимании к этой теме.
Еще один нюанс — покрытие резьбы. Стандартный фосфатный слой — это хорошо, но для агрессивных сред нужно большее. Некоторые производители предлагают опциональное меднение или нанесение полимерных составов. Здесь важно не перестараться: слишком толстый слой может нарушить геометрию и привести к тому самому ?закусыванию?. Опыт показывает, что умеренное меднение от проверенного поставщика, того же ?Молун?, дает стабильный результат по защите от заедания без потери точности сопряжения.
Логистика и хранение: испортить можно даже идеальную трубу
Казалось бы, что тут сложного? Погрузил и повез. Но нет. Как-то раз получили партию труб с отличными заводскими характеристиками, а после месяца хранения на открытой площадке в порту в условиях морского воздуха на резьбовых концах появились первые признаки точечной коррозии. Не критично, но пришлось проводить дополнительную очистку и обработку, что задержало работы.
Этот урок научил нас внимательнее относиться к условиям контракта. Теперь мы всегда прописываем требования к упаковке резьбовых концов — обязательное использование прочных пластиковых заглушек, а не картонных, и консервационную смазку, стойкую к влажной среде. Хорошие производители, такие как АО Шаньдун Молун Нефтяное Машиностроение, обычно сами предлагают усиленные варианты упаковки для морских перевозок, понимая риски. В их описании на сайте как раз указано стремление предоставлять качественный сервис на всех этапах, и упаковка — часть этого сервиса.
Транспортировка — отдельная история. Неправильная укладка в трюме или на трейлере может привести к скрытой деформации. Особенно чувствительны к этому трубы с большой толщиной стенки, которые кажутся монолитными. Мы однажды столкнулись с тем, что после длительной перевозки по плохим дорогам у нескольких труб из середины пачки слегка изменилась овальность. В пределах допуска API? Да. Но для нарезки премиум-резьбы это уже создавало проблемы. С тех пор инспектируем не только погрузку, но и состояние транспорта.
Практика выбора: цена против надежности
В этом бизнесе постоянно стоит дилемма: взять подешевле у нового поставщика или работать с проверенным, но по более высокой цене. С API 5CT бесшовными трубами эксперименты редко заканчиваются хорошо. Экономия в 5-7% на закупке может обернуться многократными потерями из-за простоя буровой или, что хуже, аварии в скважине.
У нас был печальный опыт с одним ?перспективным? заводом. Цена привлекательная, сертификаты в порядке, пробная партия — ок. Закупили крупную партию для проекта. И в процессе бурения началось: на одной трубе при гидроиспытаниях на базе проявилась продольная трещина, на другой — нестабильные показания ультразвука. Пришлось срочно останавливать работы, организовывать внеплановую инспекцию и докупать трубы у резервного поставщика. Общие потери превысили ?экономию? в разы.
Поэтому сейчас мы склоняемся к долгосрочным отношениям с производителями, которые на рынке не один год и дорожат репутацией. Как, например, АО Шаньдун Молун Нефтяное Машиностроение. Их позиция как профессионального производителя, стремящегося предоставлять качественную продукцию, подтверждается не словами, а стабильностью поставок. Важно, что они готовы предоставлять расширенные данные по плавкам и участвовать в совместном анализе инцидентов, если что-то происходит. Это партнерский подход, который в нашей сфере ценнее сиюминутной скидки.
Взгляд в будущее: что меняется в требованиях к трубам
Стандарт API 5CT — живой документ, он развивается. Сейчас все больше внимания уделяется усталостной прочности труб, особенно для скважин с многоцикловыми операциями (например, с частыми спуско-подъемными операциями или для скважин с переменной нагрузкой). Это уже выходит за рамки базовых требований к бесшовным трубам.
На передовых проектах уже требуют проведения дополнительных испытаний на многоцикловую усталость, особенно для труб, работающих в наклонно-направленных и горизонтальных участках. Не каждый производитель готов и может такое предоставить. Это требует специального испытательного оборудования и глубокого понимания металловедения. Видно, что крупные игроки, вроде ?Молун?, инвестируют в это направление, развивая свои лаборатории.
Еще один тренд — трассируемость. Раньше хватало сертификата на партию. Теперь все чаще требуется, чтобы каждая труба или, как минимум, каждая теплота плавки имела полную цифровую историю: от химии выплавки и параметров прокатки до результатов неразрушающего контроля. Это огромный массив данных. Умение производителя не просто генерировать эти данные, а структурировать их и предоставлять в удобном формате, становится конкурентным преимуществом. Думаю, в ближайшие годы это станет нормой для всех серьезных проектов.
В итоге, работа с API 5CT — это не про бумаги. Это про понимание металла, процессов и рисков. Это про выбор партнера, который разделяет это понимание и вкладывается в стабильность каждой трубы, а не только в формальное соответствие стандарту. Как показывает практика, именно такой подход, в конце концов, оказывается самым экономичным.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Муфты для штанг насосных (гладких)
Муфты для штанг насосных (гладких) -
 Трубы прочие
Трубы прочие -
 Штанги насосные по стандарту API
Штанги насосные по стандарту API -
 Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS
Устойчивые к смятию и коррозии H2S обсадные трубы-ML110TSS -
 Обсадные трубы для глубоких скважин-ML150V
Обсадные трубы для глубоких скважин-ML150V -
 Продукция для сервиса скважин
Продукция для сервиса скважин -
 Трубы магистральные API
Трубы магистральные API -
 Зажимы для штанг гладких
Зажимы для штанг гладких -
 Трубы бесшовные для автомобильной промышленности
Трубы бесшовные для автомобильной промышленности -
 Поплавковый башмак и поплавковый воротник
Поплавковый башмак и поплавковый воротник -
 Насосы штанговые специальные
Насосы штанговые специальные -
 Устойчивые к коррозии H2S насосно-компрессорные и обсадные трубы-ML110SS
Устойчивые к коррозии H2S насосно-компрессорные и обсадные трубы-ML110SS
Связанный поиск
Связанный поиск- API нефть трубопровод
- нефтяная буровая платформа
- Инструменты для нефтяных буровых установок
- API 5CT Трубопровод из углеродной стали для обсадных труб
- труба для нефтяной газовой скважины
- Фланцы из углеродистой стали
- Клапан обратный подъемный фланцевый
- API Бесшовная стальная труба
- Подвески обсадных труб
- Не имел API Трубы для нефтяных скважин



