

X65 Трубы для магистральных трубопроводов
Когда слышишь 'X65 для магистралей', многие сразу думают о прочности и давлении. Но если копнуть глубже, за этими цифрами скрывается целая история — от выбора стали до сварки в полевых условиях, где теория часто расходится с практикой.
Марка X65 — не просто цифра в сертификате
В спецификациях всё выглядит просто: химический состав, механические свойства, соответствие ГОСТ или API. Но на деле, когда начинаешь работать с разными партиями труб, понимаешь, что ключевое — это стабильность свойств по всей длине и, что критично, по периметру сварного шва. Видел случаи, когда труба формально проходила по испытаниям на образцах, но при поперечном изгибе на трассе в зоне термического влияния шва появлялись микротрещины. Это уже вопрос не к марке стали, а к технологии производства самой трубы — к прокатке и термообработке.
Здесь часто возникает разрыв между металлургами и монтажниками. Первые дают гарантии на лабораторные образцы, вторые работают с реальным изделием длиной 12 метров, которое ещё нужно транспортировать, разгружать и варить. Идеальная чистота поверхности, отсутствие вмятин от строп — это не придирки, а необходимость. Любой дефект становится концентратором напряжения, особенно в условиях вечной мерзлоты или подвижных грунтов.
Кстати, о сварке. Для X65 Трубы для магистральных трубопроводов предписаны строгие процедуры. Но в условиях, скажем, Крайнего Севера, когда температура опускается ниже -50°C, даже предварительный подогрев стыка не всегда спасает. Приходится адаптировать режимы, иногда идти на небольшие отклонения от методички, чтобы обеспечить нужную ударную вязкость шва. Это всегда риск и ответственность.
Практические ловушки при выборе и приемке
Один из главных моментов, который не всегда очевиден при заказе — это требования к упаковке и маркировке. Казалось бы, мелочь. Но когда на площадку приходит вагон с трубами, где стерлись маркировки о плавке или повредилось антикоррозионное покрытие на торцах, начинаются бесконечные согласования и комиссии. Потеря прослеживаемости материала — это прямой путь к отбраковке, даже если труба визуально в порядке.
Ещё один нюанс — разнотолщинность. Для магистральных проектов, особенно с переменным рельефом, часто заказывают трубы с разной толщиной стенки для разных участков. Путаница в документах или на складе может привести к тому, что более тонкую трубу смонтируют на участке с высоким расчётным давлением. Это чревато не просто аварией, а катастрофой. Поэтому лично всегда требую двойного контроля: по документам и по фактическому замеру ультразвуковым толщиномером выборочных труб из каждой партии.
Здесь хочется отметить подход некоторых поставщиков, которые понимают эти риски. Например, при работе с АО Шаньдун Молун Нефтяное Машиностроение обратил внимание на их систему маркировки — она устойчива к транспортировке, а в сопроводительных документах чётко указаны не только стандартные параметры, но и данные о контроле на разнотолщинность и результаты испытаний на стойкость к водородному растрескиванию. Это говорит о том, что они мыслят категориями не просто продажи металла, а его дальнейшего применения. Их сайт molong.ru — это, по сути, портал, где можно отследить всю техническую историю продукции, что для инженера на объекте бесценно.
Сварка и контроль — где теория встречается с реальностью
Все процедуры сварки X65 прописаны до мелочей. Но есть фактор, который сложно смоделировать в цеху — человеческий. Качество сварного соединения на 80% зависит от квалификации бригады. Можно иметь идеальные трубы и современные сварочные комплексы, но если сварщик не чувствует материал, не учитывает влажность или ветер, результат будет плачевным.
Поэтому сейчас всё больше внимания уделяется неразрушающему контролю прямо по ходу работ. Радиографический контроль (РК) и ультразвуковой (УЗК) — это обязательно. Но я сторонник комбинированного подхода. РК хорошо выявляет поры и шлаковые включения, а УЗК, особенно фазированными решетками (ФРК), эффективен для обнаружения непроваров и трещин. Важно проводить его не только на основном шве, но и на зоне термического влияния.
Был у меня опыт на одном из участков 'Силы Сибири', где УЗК выявил цепочку мелких дефектов в тепловлияющей зоне. При вскрытии оказалось, что причина — в локальном отклонении химического состава металла трубы (повышенное содержание серы). Это привело к красноломкости при сварке. Поставщик, кстати, тогда оперативно заменил всю партию. Это тот случай, когда качественный входной контроль труб и тщательный пошовный контроль спасли от крупных проблем в будущем.
Коррозия и защита — долгосрочная перспектива
Говоря о трубах для магистральных трубопроводов, нельзя обойти тему долговечности. Сталь X65 обладает хорошей стойкостью, но она не вечна. Основные враги — это почвенная коррозия и стресс-коррозионное растрескивание. Поэтому внешнее изоляционное покрытие — это не просто 'краска', а сложная инженерная система.
Сейчас стандартом де-факто стало трёхслойное полиэтиленовое покрытие (3LPE). Но и здесь есть подводные камни. Качество адгезии к металлу критически зависит от подготовки поверхности (абразивоструйной очистки) и температуры нанесения. Видел объекты, где покрытие отслаивалось целыми пластами уже через год из-за нарушения технологии нанесения в полевых условиях. Это сводит на нет все преимущества самой трубы.
Внутренняя коррозия — отдельная головная боль, особенно для трубопроводов с влажным транспортируемым продуктом. Здесь иногда применяют внутренние цементно-песчаные покрытия или даже полимерные вкладыши. Выбор зависит от агрессивности среды. Например, для проектов с высоким содержанием CO2 или сероводорода требования к чистоте внутренней поверхности и её стойкости на порядок выше.
Философия надёжности: от металлургического завода до перевалочной базы
В итоге, надёжность магистрального трубопровода из X65 — это не свойство самой трубы, а результат длинной цепочки правильных решений. Начинается всё на металлургическом комбинате с выплавки стали с низким содержанием вредных примесей. Продолжается на трубном заводе контролируемой прокаткой и формовкой. А заканчивается на трассе — грамотной логистикой, складированием, монтажом и контролем.
Каждое звено этой цепи может стать слабым. Поэтому так важны поставщики, которые мыслят системно. Если вернуться к примеру АО Шаньдун Молун, их позиционирование как поставщика комплексных услуг для энергетической отрасли, а не просто продавца труб, здесь очень уместно. Понимание того, что их продукция — это часть большой инженерной системы, заставляет их более ответственно подходить к каждому этапу, от консультаций на стадии проектирования до поддержки в вопросах сварки и защиты.
В заключение скажу: X65 — это отличный, проверенный материал для магистралей. Но его потенциал раскрывается только тогда, когда все участники процесса — производитель, поставщик, строитель, служба контроля — говорят на одном техническом языке и понимают, что за цифрами в сертификате стоит реальная ответственность за безопасность и долгие годы безаварийной службы трубопровода. И именно этот практический опыт, часто полученный на собственных ошибках, и отличает просто поставку металла от поставки реального решения.
Соответствующая продукция
Соответствующая продукция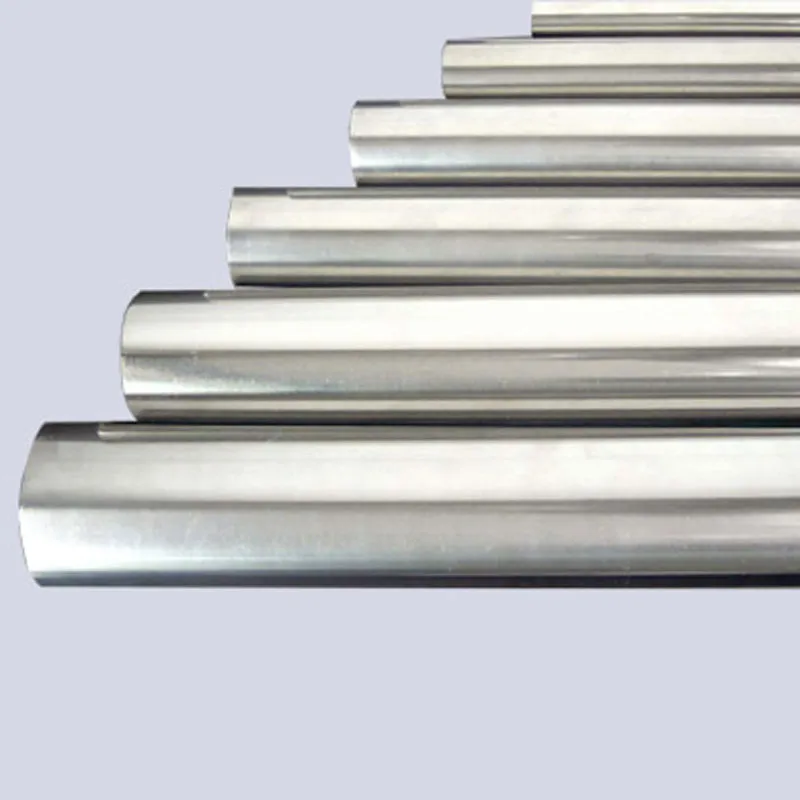






Самые продаваемые продукты
Самые продаваемые продукты-
 Центратор обсадной колонны
Центратор обсадной колонны -
 Краны шаровые
Краны шаровые -
 Устойчивые к CO2 и к H2S+CO2 коррозии насосно-компрессорные и обсадные трубы-HP 13Cr
Устойчивые к CO2 и к H2S+CO2 коррозии насосно-компрессорные и обсадные трубы-HP 13Cr -
 Задвижки
Задвижки -
 Насосы штанговые стандартные
Насосы штанговые стандартные -
Элеваторы для штанг насосных
-
 Специальная резьба серии MLC-1 для обсадных труб
Специальная резьба серии MLC-1 для обсадных труб -
 Поплавковый башмак и поплавковый воротник
Поплавковый башмак и поплавковый воротник -
 Клапаны обратные
Клапаны обратные -
 Трубы сверхвысокоточные
Трубы сверхвысокоточные -
 Специальная резьба серии ML-FJ
Специальная резьба серии ML-FJ -
 Трубные детали
Трубные детали



